Содержание
Обработка кузова после сварки
Communities › Кузовной Ремонт › Blog › Sos Помогите, чем обработать днище после сварки?


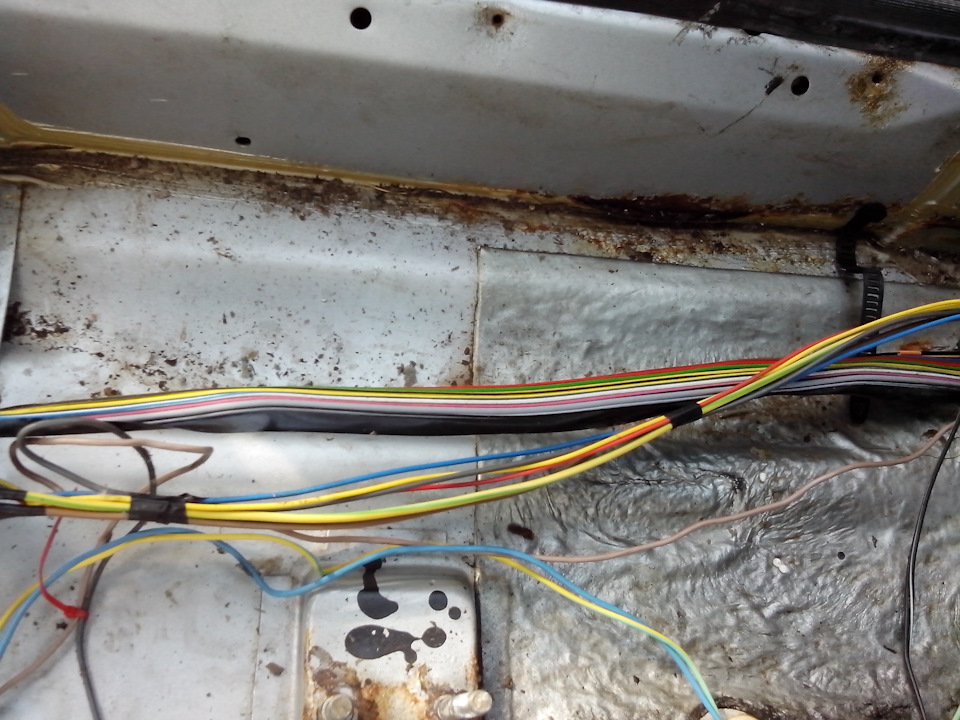
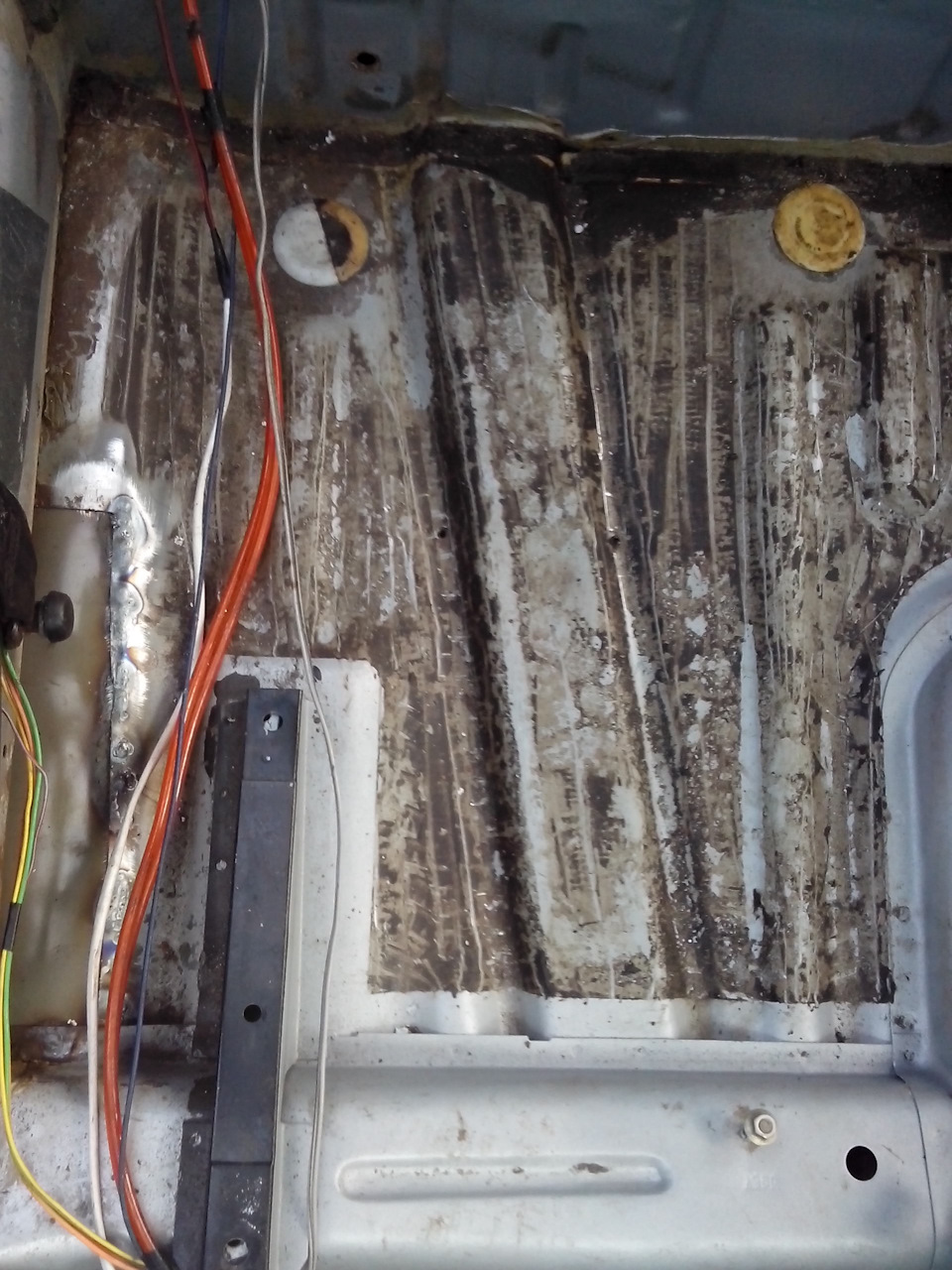
И так всем привет на прошлой неделе решил я дальше в авто делать шумку и после вскрытия пола понял что дело ДРЯНЬ… фотки прилагаются.
У меня вопрос, к знатокам, чем обработать днище-пола после сварки ? за репост отдельное СПАСИБО!
Я думаю вот так сделать : Кислотный грунт, любую краску, резинобитумную основу, ах да ещё все сварные швы пройти ГЕРМЕТИКОМ строительным. КАК ВАМ ? я правильно мыслю ?







Comments 48
Чисти механическим методом, в идеале песок, хотя бы пистолет. никаких цинкарей, только угробишь. Перекрывай все это дело потом кислотником, акрилом, эпоксидным. Крась если хочется, или положи шумку как и хотел. Тогда краска ни к чему будет.


Берешь коралловый круг на болгарку, вычищаешь все до чистого метала, потом обезжириваешь, проходишься абразивным материалом (120+ зернистость) и эпоксидным грунтом (обязятельно 2-х компонентным) сверху можешь краской покрасить и норм будет.
А мне кажется, что все это фигня. Поверхность нормально не обработаете, все равно. Прыскать грунтами надо только, как полностью ржавчину вытравите.
Мое предложение-пройтись цинкарем или орофосфорной кислотой, смыть, просушить и промазать каким-нибудь антикорром на маслянной основе. Например, пушсалом. Сверху можно пленкой пищевой, чтоб запаха не было

Сейчас занимаюсь таким же вопросом. Я взял цинковый грунт, покрыл эпоксидным грунтом, затем прошел шовным герметиком под кисть (нижнюю филенку на коробах прошел полностью герметиком) и все это покрыл резино-битумной смесью.

раст стоп в перемешку с пуш салом или мовилем. 50 на 50

Я делаю так-кистью кислотник, затем акрил, эпоксидник, любая краска, пушсало жирненьким слоем…
Швы шовным герметиком, но сначала их почистить карщеткой от окалины на нагара
Свинцовый сурик сверху на грунты вместо пушсала ?
Сурик на металл


“Хаммерайт” кистью жирным слоем. Просто, быстро и очень надежно!

я бы подчистил шов,
если машинка делается для хорошего человека:) или своя, то вложился бы в эпоксидник,
подчистил шов,
дунул эпоксидник, потом герметик кузовной, и уже либо антигравий, говорят еще неплох герметик на основе мс-полимера, сам не пробовал еще, но покрытие похожее на раптор.
В 2012 году свою делал машинку
помню что кислотник body использовал тонким слоем, потом грунт-порозаполнитель-база-лак,
днище:кислотник body-герметик 3м-антигравий body.
периодически подкрашивал и 2 раза обрабатыл этот бутер растопом, и пушсалом под локера задувал перед зимой и вот как сейчас, дыр нет, легкая ржавчина, не набухающая, кроме тайвани есстесвенно))
www.drive2.ru/l/505180788937982920/
фотографии с восстановления
www.drive2.ru/l/58583/
Да, вы описали общепринятый способ, довольно затратный и трудоемкий. Раньше сам так вы@бывался, но лет десять (в начале в виде эксперимента) перешел на хаммерайт и доволен как слон! По первах просил клиентов приехать через годик на обследование, потом перестал, и так уверен что все в порядке.
Под эпоксидником ржа распространяется от поврежденного места с обычной скоростью, а под хаммерайтом она НЕ распространяется! Хотите верьте, хотите нет…
Дак этот ваш Хамерайт его на голое железо или на грунт ложить ?
Он не мой)). В том и прелесть, что на голый металл и даже на ржавый. Никаких краскопультов, только кистью! Наносить не жалея. В особо грязных, ржавых, жирных местах поелозить кистью подольше (обезжиривать не обязательно!)…
Хм буду знать спасибо.

Он не мой)). В том и прелесть, что на голый металл и даже на ржавый. Никаких краскопультов, только кистью! Наносить не жалея. В особо грязных, ржавых, жирных местах поелозить кистью подольше (обезжиривать не обязательно!)…
Хамерайт-это краска по ржавчине? Я правильно понимаю?
Да, она самая. В продаже есть много подобных красок, и дешевле, не советую, не то пальто…
Он не мой)). В том и прелесть, что на голый металл и даже на ржавый. Никаких краскопультов, только кистью! Наносить не жалея. В особо грязных, ржавых, жирных местах поелозить кистью подольше (обезжиривать не обязательно!)…
в 2014 красил им рычаги после пескоструя, впринципе норм


Дак этот ваш Хамерайт его на голое железо или на грунт ложить ?
Я использовал Hammerite для железных ворот. Наносил на голый металл. Больше скажу — на некоторых участках была ржавчина. И вот уже несколько лет стоят ворота и хоть бы хны. Ржавчину закрасил, и она больше не проявляется, краска не отшелушивается, как это было раньше с другими фирмами.
Да, вы описали общепринятый способ, довольно затратный и трудоемкий. Раньше сам так вы@бывался, но лет десять (в начале в виде эксперимента) перешел на хаммерайт и доволен как слон! По первах просил клиентов приехать через годик на обследование, потом перестал, и так уверен что все в порядке.
Под эпоксидником ржа распространяется от поврежденного места с обычной скоростью, а под хаммерайтом она НЕ распространяется! Хотите верьте, хотите нет…
я им красил рычаги задние после песка
4 года ходят уже, откровенной ржи нет
Да, вы описали общепринятый способ, довольно затратный и трудоемкий. Раньше сам так вы@бывался, но лет десять (в начале в виде эксперимента) перешел на хаммерайт и доволен как слон! По первах просил клиентов приехать через годик на обследование, потом перестал, и так уверен что все в порядке.
Под эпоксидником ржа распространяется от поврежденного места с обычной скоростью, а под хаммерайтом она НЕ распространяется! Хотите верьте, хотите нет…
У нас Спб климат пожестче, реагентов много, сфоткаю рычаги потом скину)

2007год? и уже дыры?
Бро 11 лет мало ? для русского таза?

Цинкарем и кислотным грунтом через риску или залудить швы паяльной пастой. Обязательно убрать всю ржавчину.

Мастика или мавиль
Вредоносные и бесполезные компоненты
Мовиль засыхает и отваливается
Мастика трескается и под ней образовывается “парник”, в котором все гниет моментом

Как я делал. Разогревал пуш сало и наносил кистью

А потом на него ковролин сразу или положили полиэтилен чтобы не измазать?
Под пленкой будет собиратсятся влага. Я ложил воилочную ватину, потом шумку и ковролин. Посей день все нормально. Либо ищи совсем не влаговпитовающий материал.

чуть зашкурил, прошелся цинкарем, протер, и “покрасил” body 930 или 950. Всё. При желании можно покрасить краской. В этом месте лет пять ничего гнить не будет

Так уж и дрянь?! Посмотри в моем бж про обработку ржавчины.

А кто, что скажет про сварочный грунт, как первичка? Потом акриловый и дальше, кто во что горазд.

Мне как то ответили что на сварочный грунт ни чего не липнет потом, подтвердить не смогу еще, так как еще не дошло до покраски.
Да. Он рыхлы этот грунт. От цинка видимо

Если всю ржу удалишь, кисляк лить смысла нет. Лучше эпоксидник тогда. Потом обычный порик или изолятор и краску. А швы лучше замазать автопластилином. Его жир везде залезет, а шовник оставит пустоты в бутербродах и и оттуда снова полезет.

Только пластилин замесить с чемнибудь типа литола или пушсала. Высыхает он за год два.

Как делал я (возможно не правильно и знающие поправят) — после сварки кислотник, потом акрил. Дальше шовник и краска с лаком.

У меня ржи не было, мовиль для полостей, остальное мастика кордон.

Неправильно ты дядя Федор бутерброд ешь)))
На кислотник нельзя ни красить, ни наносить герметик.
1)если ржавых мест не осталось наносится эпоксидный грунт. Если остались, то в тех местах кислотник, за ним акриловый порозаполнитель, а дальше можно ко второму пункту перейти либо нанести эпоксидник для “лучшей лучешсти”
2)наносим герметик- если нужна красота, то с салона и с днища. Можно кистью, можно пневмой(распыление, либо полосы). Но мое мнение, что гермет нужен с наружки, а со стороны салона хорошо заантикорить(любым составом для скрытых полостей- на вкус и цвет)
3) в зависимости от спецификации гермета, (скорее всего в ней будет указано, что можно окрашивать) либо подгрунтовываем, либо красим.
4)хорошо антикорим материалом для скрытых и наружних поверхностей. А коль идет разбор салона езабываем про завальцовку дверей(с внутренней стороны), пороги и прочие закрытые полости.

Правильно, швы замаж герметиком, днище мокрой грунтом (кислотник или эпоксидный) сверху мастика.

Перед герметиком не плохобы грунт кинуть.

Сам с таким сейчас столкнулся, хочу изначально обработать все преобразоватеоем ржавчены после отмыть все содовым раствором что бы погасить кислоту, затем антикорозийным грунтом, где нада шпакля, потом основой и краской…эт бюджетный вариант…

Не обязательно содовым достаточно хозмылом, щелочное, а лучше свежим оттереть и сразу смыть чтобы не высохло…
Как правильно заварить днище автомобиля своими руками
Для машины с большим пробегом, коррозия днища – вещь обычная. Механические повреждения, повышенная влажность, антигололедные реагенты со временем разрушают железо. Металл превращается в труху. Ездить на таком авто опасно, машине нужен ремонт. Обращаться в СТО не выгодно, мастера могут насчитать лишнего. Имея сварочный аппарат, несложно произвести сварку днища автомобиля в гараже. Важно учесть некоторые нюансы, придерживаться технологии. Работы удобнее проводить вдвоем, напарник поможет зафиксировать латку перед прихватом.

Инструменты и материалы
Чтобы заварить днище, помимо сварочного оборудования потребуются расходные материалы. Выбирая, каким варить металлом, необходимо учитывать два момента:
- тонкую сталь труднее приваривать, нужен опыт, чтобы выбрать температурный режим, исключающий риск прожогов;
- толстое железо сложнее обрабатывать.
Заплатки делают из металла толщиной от 1 до 2 мм – это оптимальные параметры.
Что понадобится при работе:
- сварочный аппарат, при работе ручной дуговой сваркой понадобятся тонкие электроды, максимальный размер 1,6 мм; для полуавтомата нужна медная проволока и углекислота;
- болгарка с режущими и шлифовальными насадками;
- газосварка плюс карбид, кислород для очистки от ржавчины в труднодоступных местах;
- обычные или электроножницы по металлу, ими вырезают латки;
- электродрель;
- молоток, им простукивают днище авто для выявления дефектов;
- зубило или перфоратор, чтобы снять шумоизоляцию;
- отвертка или шуруповерт.
Днище просматривают на эстакаде или в смотровой яме при хорошем освещении. Металл простукивают молотком, проверяя на прочность. Понадобится подъемник, чтобы обеспечить доступ к поврежденным участкам.
Потребуется преобразователь ржавчины, шумоизоляционные покрытия; антикоррозийные составы; грунтовку по металлу; растворитель или другой обезжиривающий состав.
Непредвиденные расходы
Необходимо предусмотреть покупку запчастей. Их нужность определяют после осмотра автомобиля. При ремонтных работах меняют ветхие элементы машины:
- прогнившие и гнутые пороги, их снимают в первую очередь, при установке контролируют геометрию кузова;
- лонжероны пола;
- напольные панели, они монтируются снизу;
- тормозные и топливные трубки, прикипевшие к металлу.
Иногда требуют замены и другие элементы машины. Впрок запчасти лучше не приобретать, они могут не понадобиться.
Подготовительные работы
Когда железо прогнило в нескольких местах, проще переварить днище целиком. В ряде случаев замена выгодней установки большого числа металлических заплат. Ремонт днища автомобиля своими руками начинается с подготовительного этапа. Участки с крупными дефектами вырезают, мелкие — достаточно очистить от ржавчины. Когда сложно добраться шлифовальным кругом, закрепленным на болгарке, включают газосварку.
Зоны швов на машине и латках покрывают преобразователем ржавчины, затем зачищают до блеска. После этого обезжиривают. Латки подгоняются под конфигурацию днища с помощью нагрева, металл легче деформируется, или специальных гнущих устройств.
Процесс сварки
Перед огневыми работами, в целях безопасности, обязательно демонтируют бензобак. Латку сначала прихватывают в 3–4 точках, затем полностью обваривают. Мелкие дефекты заправляют короткими швами до 3 см длиной. Сваркой днища в одиночку заниматься сложно. Когда напарник придерживает заплату, ремонт ускоряется.
Важно, чтобы латка плотно прилегала к месту ремонта. Зазоры повышают риск коррозионных разрушений. Швы для прочности проковываются молотком. При хорошем освещении все участки ремонта проверяют. При необходимости проваривают соединение снова. Только после осмотра приступают к зачистке шовных валиков.
Чем обработать днище после сварки
Перед нанесением защиты от коррозии сначала используют грунтующие составы. Их наносят на чистые поверхности по инструкции, просушивают. Грунтовка обеспечивает надежное сцепление стали с антикором. Производители предлагают различные составы:
- Tectyl выпускают в трех модификациях: а) классический создает органическую микропленку; б) Tectyl цинк обеспечивает дополнительное цинковое покрытие, защищающее металл от действия солей; в) Tectyl НТ цинк предназначен для интенсивной эксплуатации в условиях городской среды;
- Мовиль – экономичное средство, зарекомендовавшее себя на протяжении полувека;
- битумная мастика выпускается на каучуковой, полимерной, минерально-сланцевой и полимерной основе;
- Dinitrol на основе полимерной резины.
После сварки кузовных деталей машины обязательно восстанавливают шумоизоляцию. Для покрытия днища удобен Prim антишум с резиновой микрокрошкой. Состав разводится водой, одновременно выполняет роль шумовой изоляции и антикора.

Полезные советы
Для ремонта днища автомобиля своими руками специалисты рекомендуют использовать полуавтоматы. Присадка подается с фиксированной скоростью, горелка обеспечивает равномерный нагрев. Шов получается качественным, ровным. При работе с электродами удобен инвертор с дополнительными функциями, поддерживающими постоянный режим работы. Они снижают риск залипания электрода.
До раскроя листа металла определяют точные размеры зоны дефектов. Заплатка должна подходить по размеру, прилегать по геометрии. Для деформации лист долго не прогревают – снижаются прочностные характеристики сплавов, они становятся рыхлыми. Движения руки с держателем или насадкой должны быть равномерными, без рывков. Большие участки соединяют прерывным швом, промежутки оставляют до 3 см. Такие соединения лучше выносят динамические нагрузки, повышаются прочностные параметры кузова. Подобные соединения требуют прочного изоляционного покрытия. Мастика спасает от попадания влаги в микроскопические зазоры.
Для работы с оцинкованным железом применяют защитные флюсы, они сохраняют покрытие от вскипания и выгорания. Зная тонкости процесса, выполнить соединение несложно. Главное – не торопиться, тщательно подготовить поверхности перед работой. Нельзя пренебрегать антикоррозийными работами. Днище подвергается большой химической нагрузке в процессе эксплуатации. Защитные составы наносят ровным слоем.
Сварка кузова инвертором: основные правила работы и нюансы сварочных процессов для качественного соединения
В настоящее время инверторными сварочными аппаратами (или инверторами) называются такие сварочные аппараты, которые позволяют осуществлять сварку с помощью электродов.
Особенности и преимущества сварки кузова автомобиля инвертором
Инверторы являются высокотехнологичным оборудованием, которое, между тем, достаточно просто в управлении, например, в части обучения технологий сварки (срок обучения не превышает для новичков одной недели). Данные аппараты отличает также высокая производительность, что делает данный вид сварочного оборудования особенно распространенным в части сварочных работ на автомобильной технике.
Сами инверторные сварочные аппараты обладают рядом преимуществ, к числу которых относятся:
Однако следует понимать, что инверторы по своей цене находятся в том же диапазоне, что и полуавтоматические аппараты, а в некоторых случаях могут его превышать по стоимости (в зависимости от используемого бренда).
Как выбрать аппарат
Все швы, выполняемые на инверторных сварочных аппаратах, являются видимыми. И качество таких швов зависит от того, какими характеристиками обладает тот или иной аппарат. При выборе инвертора следует отталкиваться от следующих параметров:
- устойчивость к нестабильному напряжению: коэффициент устойчивости (защитный коэффициент) должен находиться в диапазоне от 20 до 25% (указывается на самом устройстве и в документах к нему);
- предельные допустимые температуры окружающей среды, при которых должна осуществляться эксплуатация оборудования (указывается в градусах Цельсия и находится в диапазоне от +40 до -40 градусов, что является оптимальными температурными значениями);
- значения диаметров используемых электродов при сварке (в частности, электрод №2 с диаметром 2 мм используется для сварки тонких деталей, например, кузовного металла на крыльях или дверях автомобиля, а электроды №4 с толщиной 4 мм – на более толстых компонующих элементах кузова автомобиля).
 Примерная стоимость инверторов для сварки на Яндекс.маркет
Примерная стоимость инверторов для сварки на Яндекс.маркет
Обращать внимание на функции «горячий старт» или «антиприлипание» не следует, так как они изначально идут на всех современных инверторных аппаратах в «базе» и используются производителями как рекламный ход с целью выгоднее представить свой товар для неопытных пользователей.
Правила подготовки металла
Для того чтобы получить максимально качественные сварные швы, необходимо выполнить ряд условий, а именно:
- снизить в помещении, где будет выполняться сварочный процесс, уровень влажности до минимально возможной. Данное действие необходимо для того, чтобы снизить риск поражения электрическим током человека, который будет выполнять работы. Кроме того, снижение влажности положительным образом скажется на сварочном шве, так как меньше риск попадания микроскопических капелек воды в шов с образованием микро-раковин, что может в дальнейшем привести к разрушению шва;
- очистить металл, который предстоит варить. Под очисткой в данном случае понимается полное удаление лакокрасочных покрытий, снятие коррозийных образований и удаление тех кузовных и иных элементов, которые существенным образом могут затруднить процесс сварки;
- в некоторых случаях (особенно при большой степени коррозионных повреждений) рекомендуется обрабатывать те края, где будет проходить сварка, специальными грунтовками. Однако прибегать к данному способу укрепления металла следует очень осторожно, так как излишнее нанесение каких-либо покрытий на металл может повлечь за собой усиленное плавление или горение металла.
Технология сварки
Так как кузовной металл является очень тонким (от 0,8 до 1 мм), то выполнять сварочные работы следует с особой тщательностью. Для этого необходимо соблюдать следующие технологические правила:
- использование электродов допускается толщиной не более 2 мм;
- в зависимости от толщины металла допускается выбор сварочного тока только в отношении свариваемых внахлест деталей. Если сварка идет встык, то для того, чтобы избежать горения металла, силу сварочного тока следует уменьшить (подбор осуществляется на аналогичном по типу металле путем коррекции силы тока в зависимости от получаемого результата);
- если речь идет о сварке тонкого металла с использованием длинных электродов, желательно помогать второй рукой, фиксируя электрод для установления дуги (однако, касаться до электрода можно только в специальных защитных сварочных перчатках – крагах);
- сварочный шов может осуществляться точечно (точечная сварка), а может непрерывным методом. Однако в каждом конкретном случае следует следить за движениями электрода с целью исключения горения металла;
- если необходимо закрепить новую деталь, то сначала ее нужно приложить к старому металлу, закрепить, чтобы избежать скольжения, а затем выполнить сварку двумя этапами: на первом этапе делаются «прихватки» – сварочный шов в данном случае не превышает по длине 2 см, а расстояние между швами не может быть более 6 см; следующим этапом становится наложение сплошного шва с целью завершения скрепления двух деталей.
При выполнении сварочных работ необходимо защищать глаза с помощью маски с затемненным стеклом (степень затемнения стекла зависит от того, какой вид сварки используется), руки должны быть закрыты перчатками (крагами), задерживающими попадание на кожу капелек раскаленного металла.
Одежда сварщика не может быть синтетической, так как потребуется избежать риска ее возгорания.
Правила обработки кузова после сварки
После того как все сварочные швы были выполнены в полном объеме, их необходимо зачистить с помощью болгарки. Итогом такой зачистки станет полная картина того, в каком состоянии находятся швы, а также есть ли непроверенные участки. В случае наличия таких непроваренных участков необходимо выполнить повторные сварочные работы на них.
Если непроваренных участков нет, следующим этапом становится подготовка кузова к пескоструйным работам и последующей покраске. Такая подготовка чаще всего заключается в шпаклевке всех элементов кузова, которые нуждаются в данном виде обработки.
Обработка кузова после сварки
Модераторы: Viking, DrEvil
Чем лучше обработать кузов после сварки?
papandos » Вс апр 13, 2014 2:04 am
Re: Чем лучше обработать кузов после сварки?
михась » Вс апр 13, 2014 3:54 am
Цікава тема, багато різних способів і засобів, але який з них найдієвіший незрозуміло, кинув пару тлумачних посилань на мій погляд.
Re: Чем лучше обработать кузов после сварки?
Fomax79 » Вс апр 13, 2014 9:40 am
Re: Чем лучше обработать кузов после сварки?
Ndruha » Вс апр 13, 2014 10:00 am
Re: Чем лучше обработать кузов после сварки?
MOOSE » Вс апр 13, 2014 10:14 am
Re: Чем лучше обработать кузов после сварки?
MOOSE » Вс апр 13, 2014 10:35 am
Re: Чем лучше обработать кузов после сварки?
Fomax79 » Вс апр 13, 2014 11:27 am
Re: Чем лучше обработать кузов после сварки?
MOOSE » Вс апр 13, 2014 11:56 am
Re: Чем лучше обработать кузов после сварки?
papandos » Вс апр 13, 2014 12:09 pm
Re: Чем лучше обработать кузов после сварки?
ivan@m » Вс апр 13, 2014 9:50 pm
Re: Чем лучше обработать кузов после сварки?
AndreyKa » Вт апр 15, 2014 12:48 pm
“Гниль уже не пойдет так быстро,точнее она вообще не пойдет. “
Вот вопрос, как обработать изнутри. Неплохо было бы так же, но похоже что только получится задуть через тех. отверстия аля мастикой.
Re: Чем лучше обработать кузов после сварки?
as91 » Ср апр 16, 2014 10:59 am
Ошибочка, олово не работает как цинк!
Если посмотреть на ряд электрохимической активности металлов то мы увидим, что цинк (Zn) стоит левее железа (Fe), а олово (Sn), правее. Что это означает? что при их контакте начинает окисляться металл, стоящий левее. То есть при контакте железо-цинк, окисляться будет цинк, а при контакте железо-олово, окисляться будет железо.
Защита авто будет только в случае полного ее залуживания, но при образовании малейшей царапины железо под ней начнет ржаветь.
Облуживание используется для выравнивания металла дедовским способом. Сейчас актуально только при реставрации старых авто с соблюдением технологий тех лет.
Re: Чем лучше обработать кузов после сварки?
lexa » Ср апр 16, 2014 12:13 pm
Re: Чем лучше обработать кузов после сварки?
Fomax79 » Ср апр 16, 2014 5:53 pm
Re: Чем лучше обработать кузов после сварки?
Vladimir_S_8_0 » Вс ноя 02, 2014 12:08 am
- Похожие темы Ответы Просмотры Последнее сообщение
- [Продам] а лучше обменяю диски от 60 на диски от 850-70[в этом окне]
ivan@m в форуме Диски/Шины 4 2443 ivan@m [в этом окне]
Сб авг 19, 2017 10:58 pm - срочно нужна помощь : не вариться кузов s 80 2005. помогите![в этом окне]
slavasumy в форуме Кузов/салон 10 4090 alexnax [в этом окне]
Вс сен 14, 2014 9:13 pm - Каким датчиком лучше всего контролировать вакуум и его насос[в этом окне]
troll999 в форуме Электрическая часть 15 5566 ARTYHA [в этом окне]
Чт фев 05, 2015 1:17 pm - D24Tic откуда лучше брать давление для турбокорректора[в этом окне]
troll999 в форуме Двигатель 8 3704 lex2009 [в этом окне]
Пн окт 13, 2014 9:19 am
Кто сейчас на конференции
Сейчас этот форум просматривают: нет зарегистрированных пользователей и гости: 1
Ремонт кузова автомобиля при помощи сварки и без нее
Срок службы кузовов отечественных автомобилей обычно не превышает 8-10-ти лет. Для иномарок указанный срок может быть чуть больше (до 15 лет), после чего владельцам авто приходится задумываться о его ремонте.
К этому же выводу часто приходят и при серьезном повреждении корпуса автомобиля во время аварии. Единственно правильное решение в описанных выше ситуациях – это удаление повреждённых участков и их заварка. В том случае, когда владелец машины абсолютно уверен в собственных силах – варить кузов автомобиля можно попытаться самостоятельно.
Основные вопросы
Выбор сварочной технологии, оптимально подходящей для заваривания сквозных отверстий или прорезов в кузове, как правило, определяется самим характером повреждения.
Можно обойтись и без сварки, если нет необходимости в капитальном ремонте. Перед началом работ важно определиться со следующими ключевыми вопросами:

- удастся ли отремонтировать кузов без сварки, и что для этого требуется;
- каким типом сварочного аппарата воспользоваться при необходимости сварки;
- чем лучше варить (типовым электродом, проволокой с флюсом или с использованием инертного газа);
- как обработать заваренный корпус, чтобы можно было восстановить его прежний вид.
Каждый из способов ремонта кузова имеет вои особенности. Самым надежным является сварка, но она же и наиболее дорогая, а также требующая специального оборудования и умения с ним обращаться.
Шпаклевка и заклепка
 Иногда восстановление кузова машины посредством сварки экономически неоправданно, и водители или слесаря выбирают более простой и дешёвый вариант, исключающий её применение.
Иногда восстановление кузова машины посредством сварки экономически неоправданно, и водители или слесаря выбирают более простой и дешёвый вариант, исключающий её применение.
Практически все известные методы ремонта кузова без сварки относятся к любительской категории и могут быть реализованы в домашних условиях.
Общий порядок действий в таких случаях выглядит следующим образом:
- при обнаружении места повреждения на кузове необходимо вырезать или расширить его посредством болгарки с миллиметровым насадочным диском;
- вслед за этим восстанавливаемый участок очищается от краски, остатков ржавчины и грязи, после чего обрабатывается цинком и обезжиривается;
- после заделывания одним из описываемых далее методов на ремонтируемом месте восстанавливается требуемая форма поверхности (для этого можно воспользоваться специальной автомобильной шпаклёвкой);
- по завершении этих работ переходят к подготовке кузова к покраске.
Самый простой и дешёвый метод восстановления повреждений, используемый в качестве временной меры правки поверхностей – это их шпаклевка в сочетании со стекловолокном определённой структуры.
Для заделки небольших по размерам сквозных отверстий или рваных вмятин, расположенных в скрытых местах кузова, допускается использовать материал с крупными волокнами. В открытых и доступных контакту зонах кузова такое стекловолокно со временем начинает осыпаться.
Применение алюминиевой сетки при восстановлении кузова с помощью шпаклёвки и стекловолокна позволяет устранять более существенные повреждения на нём. После высыхания шпаклёвочного слоя эта сетка просто удаляется с отремонтированного места.
Помимо шпаклевания для заделки дыры в кузове без сварки могут применяться такие известные методы как использование стекловолокна с эпоксидным клеем, припайка заплаты на повреждённое место, а также его клёпка.
Выбор любого из методов ремонта кузова основывается на умении мастера и наличии необходимых инструментов.
Полуавтоматом
 Большая часть автолюбителей и сотрудников станций обслуживания предпочитают сварку полуавтоматом при устранении повреждений кузова.
Большая часть автолюбителей и сотрудников станций обслуживания предпочитают сварку полуавтоматом при устранении повреждений кузова.
Основной причиной популярности этого метода сварки является его надежность и удобство. Сварка полуавтоматом может применяться при ремонте самых незначительных повреждений, возникших в наиболее недоступных местах кузова.
Практически данный метод ничем не отличается от общепринятых способов сварки кузова автомобиля электродом, поскольку в обоих случаях необходим преобразователь напряжения (тока). Заметная разница обнаруживается лишь в используемых в процессе сварки расходного материала.
Для работы с полуавтоматом потребуются не обычные электроды, а особый тип проволоки с покрытием из меди (диаметром от 0,3 до 3-х мм), посредством которой сваривают самые сложные места кузова.
Помимо этого, для поддержания процесса сварки в этом случае необходим защитный газ (углекислота).
Покрытие из меди позволяет получить надёжный контакт в рабочей зоне и используется в качестве своеобразного сварочного флюса. А углекислота, непрерывно поступающая в сварочную ванну, защищает её от кислорода воздуха и не позволяет вступать в реакцию с расплавленным металлом.
Работа с полуавтоматом позволяет достичь требуемых результатов благодаря возможности регулировки скорости подачи проволоки и высокому качеству образующихся после сварки швов.
Работать по этой технологии можно и без применения углекислого газа, который заменяется особым типом сварочной проволоки с флюсом внутри.
Имеются полуавтоматического способа организации кузовных сварочных работ и свои минусы, заключающиеся в том, что приобрести в свободной продаже электроды с флюсом не очень просто. С учётом того, что стоят они примерно вдвое дороже, чем обычные, сварка ими превращается в серьёзную проблему.
Применяя защитный газ для сварки кузова, потребуется подготовить баллон, к которому должен прилагаться редуктор для понижения давления. Последний нуждается в очень точной настройке, без проведения которой невозможно обеспечить высокое качество получаемых швов.
Инверторным преобразователем
 Ремонт кузова автомобиля инвертором предполагает использование электронного способа преобразования сварочного тока, обеспечивающего целый ряд преимуществ.
Ремонт кузова автомобиля инвертором предполагает использование электронного способа преобразования сварочного тока, обеспечивающего целый ряд преимуществ.
Во-первых, сам аппарат в этом случае может быть очень компактным, что позволяет легко перемещать его в любое удобное для сварки место. Во-вторых, эти электронные устройства малочувствительны к колебаниям сетевого напряжения и могут применяться в условиях сельской местности.
У инверторов редко возникают проблемы с запуском в работу (зажиганием дуги), так что пользоваться этим агрегатом сможет любой начинающий сварщик.
Но и в этом случае не обходится без минусов, заключающихся в необходимости приобретения специальных электродов толщиной порядка 3-х -5-ти мм.
Кроме того, при сварке кузова металл в зоне сплавления сильно нагревается, что может привести к термической деформации тонкого металла. К тому же шов в этом случае получается чуть толще, чем при работе в полуавтоматическом режиме.
Какой метод лучше
При выборе одного из способов сварки кузова можно воспользоваться универсальной рекомендацией. Оборудование выбирается в зависимости от расположения места сварки и от наличия средств у исполнителя.
При восстановлении находящегося на виду повреждения и при отсутствии стеснённости в средствах (если к тому же имеется опыт подобных работ) – оптимально подойдёт полуавтоматический сварочный аппарат.
В том же случае, когда повреждения кузова скрыты от визуального обзора (располагаются в районе днища, к примеру), а владелец авто не имеет опыта обращения со сварочным оборудованием – лучше всего для сварки воспользоваться ручным инвертором.
Даже при наличии ошибок в работе с таким аппаратом их цена не окажется слишком высокой. В качестве примера проведения ремонтных работ можно рассмотреть общие подходы к восстановлению кузова старинной «шестёрки».
Самостоятельный ремонт кузова этой модели возможен лишь при наличии небольших повреждений, устранить которые удаётся простейшими методами инверторной сварки плюс дополнительной рихтовкой.
Для этого потребуется не только сварочный аппарат подходящего типа, но и набор типового рихтовочного инструмента для автомобилей, включая молотки с резиновыми насадками и деревянную киянку.
Отделка после ремонта
 По завершении сварки необходима отделка кузова, позволяющая придать ему прежний презентабельный вид. Она предполагает зачистку сварочных швов, их обезжиривание посредством любого из доступных растворителей и обработку специальной противокоррозионной мастикой.
По завершении сварки необходима отделка кузова, позволяющая придать ему прежний презентабельный вид. Она предполагает зачистку сварочных швов, их обезжиривание посредством любого из доступных растворителей и обработку специальной противокоррозионной мастикой.
Мастика обычно наносится после обработки специальным эпоксидным грунтом, повышающим водонепроницаемость защитного слоя. Наружная обработка кузова мастикой считается обязательной, поскольку она хорошо защищает днище и другие части машины от возможных сколов.
Эпоксидная защита или автогрунтовка (другое её название – «подклад») одновременно выполняет функцию выравнивающего слоя. Её рекомендуется применять после дополнительного протравливания заваренных мест особым кислотным составом или же цинкования образовавшихся поверхностей.
Заварить повреждённый или сгнивший кузов можно самостоятельно. Это справедливо и для случая, когда у новичка совершенно отсутствует опыт подобных работ, выходом которого является возможность поэкспериментировать на листовых заготовках из металлолома.
Повышенное внимание при проведении сварки необходимо уделять индивидуальной защите лица и глаз, а также противопожарным средствам.
Все про ремонт кузова автомобиля своими руками (включая сварочные работы)
Практически всегда при кузовных работах применяется сварка, так как даже обычное выравнивание металла может привести к нарушению его целостности. Выполнение ремонта кузова автомобиля своими руками в виде сварочных работ позволяет избежать лишних трат на оплату в автосервисе и выполнить их максимально быстро.
Сварка обычного металла и кузова машины не сильно отличается, поэтому заниматься ремонтом может даже новичок.

Виды сварочных аппаратов
Варку кузова выполняют двумя видами сварочных аппаратов. Полуавтомат и инвертор хорошо справляются с поставленными задачами и обеспечивают ровный и гладкий шов. При наличии аппарата дома, можно выполнить ремонт кузова автомобиля без обращения в автомастерскую.
Мощность сварочных приборов позволяет варить металл толщиной 0,7-4 мм. Так как крылья выполнены из тонкого металла, а лонжероны имеют большую толщину, то это свойство позволяет устранить повреждения на всем кузове транспортного средства.
Существуют также комбинированные инверторные полуавтоматы, сочетающие достоинства обоих видов.

Сварочный полуавтомат
Полуавтоматический аппарат считается одним из лучших способов варки автомобиля в домашних условиях. Прибор универсален и хорошо справляется с любыми задачами. Варка может выполняться даже на поверхностях, которые пострадали от коррозии или сильно истончились в процессе эксплуатации транспортного средства.
При помощи полуавтомата легко можно заварить как сам кузов, так и сделать на нем латку от пары сантиметров до метра. Работать с устройством может каждый желающий, так как оно просто в эксплуатации и обеспечивает великолепное качество стыков.
Прибор предотвращает горение металла, поэтому шов выходит ровным и гладким.
Инверторный сварочный автомат
Инвертор работает при помощи тока с высокой частотой. Аппарат применяется преимущественно в мастерских, так как используется для варки более толстых деталей. Чаще всего при помощи инвертора завариваются:
Инверторная сварка применяется в местах, где требуется деликатность и повышенная осторожность. Выполнить сварочные работы своими руками при помощи инвертора вполне реально, но для этого потребуются минимальные навыки работы с прибором. Также важно чтобы место, где осуществляется ремонт, имело толщину не более 3 мм. Главным достоинством данного метода выступает скорость ремонта, а также высокое качество швов.

Какой метод больше подойдет новичку
Для новичка привычнее будет использование инверторного полуавтомата. Если ранее не было опыта использования полуавтомата, то лучше выполнять ремонт при помощи инвертора. Оба прибора обеспечивают качественный стык, но при этом вероятность некачественной сварки в полуавтомате достаточно низкая.
Также у инвертора есть особенность, которая не позволяет использовать его в помещениях с повышенной влажностью либо пыльностью. Из-за наличия посторонних примесей ухудшается качество шва.
Меры безопасности при сварке
- Одним из правил, которых надо придерживаться при варке, является использование спецодежды. Одежда должна закрывать руки и ноги и производиться из тканей, устойчивых к горению.
- Рукавицы и маска обязательны к использованию.
- Не допускается находиться в мокрой одежде.
- В строениях с металлическими полами нужно находиться в прорезиненной обуви, а приборы должны заземляться. На инверторах перед началом работ нужно проверить изоляцию электродержателя.
- Ремонт кузова автомобиля своими руками должен выполняться в помещениях с приточной вентиляцией — газы, образующиеся во время варки, могут нанести серьезный вред здоровью.

Подготовка к проведению сварочных работ
Сначала подготавливается инвертор или полуавтомат. Нужно проверить целостность узлов и проводов, так как от этого зависит безопасность человека. Так как манипуляции могут выполняться на металле различной толщины, то нужно заранее подготовить 2-3 вида проволоки либо электродов.
Далее готовится место, где будет выполняться ремонт — его нужно высушить и очистить. Спецодежду нужно одеть заранее — при подготовке часто появляются загрязнения.
Сварка кузова полуавтоматом
После того, как был сделан выбор в пользу полуавтоматического аппарата, необходимо подготовить все нужные элементы и проверить исправность самого прибора. Хоть полуавтомат может работать в разных помещениях, но лучше очистить пространство от пыли и удалить влагу.
Необходимые материалы
В первую очередь подготавливается проволока. Для кузовных работ лучше использовать проволоку с медным покрытием. Так как полуавтоматическая варка происходит с участием специального газа, то следует заранее запастись 20 литровым баллоном. Обычно этого объема хватает для выполнения всех сварочных работ. Крупная наждачная бумага также должна быть под рукой, так как в некоторых случаях потребуется полировка участка. При сварке полуавтоматом не обойтись без редуктора, понижающего давление.

Порядок хода сварочных работ
- Участок чистится от загрязнений, краски, грунтовки, смазки и ржавчины.
- Места, которые будут вариться плотно зажимаются и фиксируются. Для этого могут быть использованы метизы и зажимы.
- Настроить аппарат. На приборе есть панель, на которой расположены регуляторы подачи проволоки, мощности тока и выключатель.
- Подключение редуктора к баллону с газом.
- Закрепления проволоки для сварки в полуавтомате.
- Далее следует отрегулировать полярность аппарата — плюс выставляется на электродержатель, а минус на горелку.
- Полуавтомат включается в электросеть.
- Выполняется заваривание определенного участка.
- Отключение и разборка прибора.
Как обработать сварной шов от коррозии
Шов без обработки под воздействием погодных условий и химических препаратов быстро разрушается. Лучше всего обработать стыки герметичными смесями. На участке, где ко шву легко подобраться, обработка спецпрепаратом выполняется вручную.
Если нет возможности добраться до шва, то лучше воспользоваться специальными распылителями. Препарат под давлением подается в систему и распыляется в труднодоступных местах. После того, как был нанесен герметик, можно поверх шва нанести краску. Так как большинство работ выполняется снаружи кузова, то покраска является обязательным условием.
В следующих видео более подробная информация про ремонт кузова автомобиля сваркой.
Обработка сварных швов автомобиля
Если стыки после ремонта не защитить от влаги, они быстро проржавеют и работу придется выполнять заново. Чтобы соединения не контактировали с внешней средой, их обрабатывают герметиком для сварных швов автомобиля. Производители выпускают составы различного назначения, поэтому перед походом в магазин, полезно ознакомиться с их характеристиками.

Критерии выбора шовного герметика
Перед покупкой необходимо иметь четкое представление, в каких условиях придется работать шовному герметику. Состав выбирают исходя из следующих соображений:
- место нанесения ― снаружи или внутри автомобиля;
- стойкость к вибрационным и механическим нагрузкам;
- до какой температуры будет нагреваться шов;
- возможно ли нанесение на неочищенный от загрязнений и коррозии стык;
- степень стойкости шовного герметика к воздействию влаги;
- предполагается ли окрашивание после нанесения;
- допустимый уровень экологической безопасности.
Виды шовных герметиков
В зависимости от формы упаковки герметизирующие составы для ремонта автомобилей выпускаются:
- В тубах (картриджах) по 0,3 л. Однокомпонентную смесь наносят на сварные соединения механическим или пневматическим пистолетом. Швы по качеству равноценны заводским. Применяют для ремонта внутренних поверхностей дверей, багажников, капотов, моторных отсеков. По цвету состав выпускается белым, серым, черным, бежевым.
- В банках по 1 кг продаются смеси под кисть, которыми обрабатывают сварные швы, наложенные в скрытых от глаз местах автомобиля. Однокомпонентный состав надежно защищает сварные соединения от воды и ржавчины. Палитра цветов та же что у предыдущего.
- Как лента с клейкой основой, не требующей сушки. Швы получаются ровными, красивыми. Окрашивать можно сразу после наложения.
- В тюбиках по 150 мл расфасованы перечисленные в пунктах 1, 2 автомобильные герметики для мелкого ремонта.
Силиконовые
Этот популярный автомобильный герметик для швов сделан на основе силиконового каучука. Не боится воды и перепадов температуры, может без разрушения растягиваться в 2 — 3 раза. Основным недостатком считается невозможность окраски. В зависимости от вводимых добавок герметик бывает:
- антисептическим;
- термостойким;
- химически нейтральным по отношению к материалу стыка;
- кислотным для работы с пластиком, металл будет разъедаться.
У состава на основе этого полимера хорошие клеящие свойства, что позволяет наносить его на монолитные и пористые поверхности автомобиля. Однако при длительном воздействии вибрации герметик может отслоиться от сварного шва. У влагостойких видов высокая стойкость к перепадам температуры, но не рекомендуется допускать прямого контакта с влагой. Поэтому акриловые герметики рекомендуется применять только внутри автомобиля, так как они не пахнут и экологически безопасны. При необходимости допускается покраска после просушки.
Полиуретановые
Этот герметик для сварных швов применяют при внутреннем и наружном ремонте. После нанесения остается эластичным и одновременно прочным, надежно защищающим сварные швы от влаги, высокой температуры, агрессивных веществ. Полиуретановые смеси не теряют свойств на протяжении 25 лет даже при работе на днище автомобиля. Герметики этого вида легко наносятся без растекания, не требуют особенных условий для просушки.
Составы на основе этого классического материала могут без ущерба работать даже при погружении сварного соединения в воду, сохраняя эластичность. Смеси с модификаторами и наполнителями рассчитаны на обработку только наружных швов. Благодаря высокой адгезии возможно нанесение на мокрые и неочищенные соединения.
Технология нанесения герметика
Перед нанесением герметика для сварных швов на детали автомобиля выполняется подготовка:
- Ремонтируемое место очищают от грязи, высушивают. Операцию нельзя выполнять наждачной бумагой, поскольку от нее остаются царапины.
- Для улучшения адгезии разрешается шлифовка скотч-брайтом красного цвета.
- Если нужно, поверхность сварного соединения выравнивают двухкомпонентной грунтовкой.
- Проводят обезжиривание антисиликоном.
Состав можно наносить через наконечник, одетый на тубу, но для получения равномерного покрытия лучше пневматическим пистолетом. Для контроля и регулировки процесса устанавливают манометр. Чтобы шов получался нужной ширины без отклонений в стороны, нужно в качестве опоры пользоваться специальным лепестком (бабочкой). Наплывы герметика удаляют пальцем или шпателем из резины. Если смесь липнет и растягивается, ее обрызгивают антисиликоном.
Герметики, наносимые на сварные швы кистью, для получения нужной вязкости разбавляют антисиликоном. Покраску, если не запрещено условиями применения, проводят после просушки без какой-либо подготовки. Если герметик лег криво с буграми его лучше удалить и нанести новый слой иначе шов не будет защищен.
Популярные продукты
При выборе, предпочтение следует отдавать шовным герметикам для автомобиля от проверенных производителей, чтобы не пришлось через пару дней переделывать работу. По результатам опросов к ним относятся:
- Merbenit XS55 создает высокопрочное эластичное покрытие. За счет высокой адгезии без ущерба выдерживает длительное воздействие вибрации, механические нагрузки. Не боится соленой воды, капризов погоды и агрессивных сред. Нет запаха, разрешено окрашивание.
- BODY 999 ― герметик с длительным сроком службы высыхает с минимальной усадкой. Не растрескивается при нанесении толстым слоем, не растекаясь при этом даже на вертикальных плоскостях. Не возбраняется окраска после высыхания. Однако не переносит ультрафиолета, поэтому применяют для ремонта в местах, куда не попадает солнечный свет.
- 3M 08537 применяют в качестве шовного герметика для обработки стыков и сварных соединений автомобиля. Состав устойчив к влаге и маслам, эластичен, рассчитан на укладку кистью тонким слоем.
У шовных герметиков высокая адгезия, что позволяет соединять ими неответственные детали автомобиля без сварки. Для временной прихватки состав наносится на одну из них. Для прочного соединения на обе. Также герметики применяют как уплотнители в местах соединения шлангов и трубок. Поэтому у опытных водителей, особенно в длительных поездках, они всегда под рукой.
Надежные и недорогие способы защиты от коррозии — экспертиза ЗР
Многие заботятся лишь о наружных панелях кузова машины, забывая о состоянии скрытых полостей и днища. А ведь именно там раньше всего зарождается коррозия. Владельцам подержанных машин важно изучить нюансы антикоррозийной обработки автомобиля.
Современный заводской антикор довольно эффективно защищает кузов от коррозии. Но ничто не вечно. Чтобы сохранить железо в хорошем состоянии, защиту нужно обновлять. Кроме того, грамотная обработка поможет на продолжительное время замедлить уже начавшийся процесс коррозии.
Подпольщики
Кроме видимого износа лакокрасочного покрытия нижней части кузова от постоянного «пескоструя» и дорожных реагентов, неизбежна коррозия внутренних полостей. В группе особого риска находятся также сварные швы и завальцованные соединения панелей дверей и крышки багажника. Беда таких зон — неполноценные грунтование и прокрашивание даже в заводских условиях.
Процесс коррозии заметно ускоряется в скрытых полостях. Из-за плохой вентиляции там скапливаются влага и грязь вперемешку с дорожными реагентами, образуя электролит — катализатор коррозии. И если видны ее внешние проявления на сварных точках днища, на сварных швах и в местах нахлеста панелей, значит внутри всё гораздо хуже.
Перед нанесением защитных покрытий днище и скрытые полости немолодого автомобиля промывают и просушивают. Эта процедура сама по себе значительно отодвигает момент появления серьезной коррозии, поскольку избавляет поверхности от агрессивного электролита.
Для защиты кузова применяют два основных метода антикоррозийной обработки.
Канадский подход
На территории Канады преобладает влажный холодный климат, благоприятствующий появлению и развитию коррозии. Поэтому именно Канада считается законодателем так называемого ML-метода защиты кузова, хотя он был изобретен в Скандинавии.
Метод подразумевает заливку ML-масел (аналоги привычного мовиля и популярного средства «Раст Стоп») в скрытые полости всего кузова через существующие заводские технологические отверстия и дренажи. Проникающие составы хорошо пропитывают сварные швы и покрывают внутренние поверхности пленкой, надежно изолирующей от контакта с воздухом. Этими же материалами покрывают днище снаружи.
ML-метод не требователен к качеству подготовки кузова и прощает массу ошибок при нанесении состава. В той же Канаде днище не моют полноценно, а лишь сбивают крупные шматки грязи. Применяемые ML-масла обладают отличной проникающей способностью и хорошо пропитывают поверхности и швы даже в таких условиях.
Их можно наносить и поверх любой ржавчины — в состав включены ингибиторы (замедлители химической реакции) коррозии. Но для достижения максимального эффекта днище и его скрытые полости лучше промыть полноценно.
Недостаток ML-масел — низкая механическая прочность. В скрытых полостях они держатся годами, а на открытых поверхностях довольно быстро стираются.
Производители химии разрабатывают и схемы обработки машин конкретных моделей. На них указаны заводские технологические отверстия и дополнительные, которые предлагается просверлить, чтобы полноценно залить все скрытые полости. На деле сервисмены редко дырявят кузов — хотя бы потому, что владельцы часто бывают против. В большинстве случаев дополнительные отверстия не так уж и нужны для полноценной обработки. Кстати, эти схемы полезны для изучения структуры конкретного кузова, особенно когда на обработку приезжает редкая модель.
ШВЕДСКИЙ ОТВЕТ
Аббревиатурой ML обозначают антикоррозийные составы для скрытых полостей кузова автомобиля, а также метод обработки. За этими буквами стоят два автора: шведская автомобильная ассоциация Motormannen и идеолог направления Свен Лаурин. В конце 50‑х годов прошлого века одна из специализированных компаний предложила владельцам машин новую услугу — полную обработку кузова ML-методом. Хотя впервые эту технологию опробовали на 20 лет раньше.
Шведская родословная объясняется непростым местным климатом, ускоряющим процессы коррозии железа. В глобальном масштабе с этой проблемой столкнулись энергетики, когда в стране стали активно строить высоковольтные мачты. Их трубчатые конструкции гнили изнутри с ужасающей скоростью. Тогда-то Лаурин и предложил свой метод — через существующие или просверленные отверстия заливать в скрытые полости антикоррозийные масла.
Мовиль, советский аналог шведских ML-масел, получил созвучное название случайно. Этот состав разработали гораздо позже ученые Москвы и Вильнюса, русская и литовская столицы и дали средству имя. В те времена было модно изобретать забавные сокращения и аббревиатуры.
Старый Свет
Второй подход — европейский, более серьезный. Вдобавок к обработке скрытых полостей ML-маслами на открытые панели днища и колесные арки наносят твердые (битумные) защитные составы. Такой метод более требователен к качеству подготовительных работ. Важно полноценно отмыть открытые панели днища, иначе битумные составы быстро отслоятся.
Главное достоинство битумных покрытий — высокая механическая прочность. Различные их типы, например состав для жидких подкрылков или для панелей днища, способны долго защищать металл от внешнего воздействия.
Битумные покрытия допустимо наносить на ржавчину, но с оговорками. Если коррозия поверхностная, пораженное место на всякий случай пропитывают ML-маслом и уже после этого наносят твердый состав. При более глубокой послойной ржавчине пропитка ML-составом может не помочь. Причем развитие коррозии не удастся контролировать, ведь битумные покрытия, в отличие от ML-масел, непрозрачные. Поэтому мастер в каждом конкретном случае оценивает степень поражения ржавчиной и возможность нанесения поверх нее битумного покрытия.
Для обработки днища битумным составом действуют те же ограничения, что и с ML-маслами. При попадании на выпуск битум, как и ML-масла, можно снять растворителями, но придется потратить гораздо больше времени и сил.
ОПАСНАЯ ЭКОНОМИЯ
На рынке представлено огромное количество фирм, предлагающих свои антикор-составы. У всех продуктов сопоставимое качество, однако следует отдавать предпочтение известным игрокам, к примеру: Tectyl, Noxudol, Dinitrol, Waxoyl.
Фирменная химия не самая дешевая, зато она многократно проверена. Именно с ней работают специализированные сервисы, повидавшие результаты использования продукции сомнительных производителей. Некачественные продукты не защищают, а убивают кузов. К примеру, левые ML-масла вместо того, чтобы глубоко пропитывать поверхности и швы, создавая защитный слой, действуют наоборот. Они имеют очень низкую текучесть, забивают дренажи, а также образуют толстую мембранную пленку, под которой коррозия лишь ускоряется. А у дешевых битумных составов крайне низкий срок службы. Быстро высыхая и растрескиваясь, они в какой-то степени защищают кузов от механических воздействий, но не от коррозии.
Предвыборная агитация
При круглогодичной эксплуатации машины в крупном городе, где зимой дороги активно поливают реагентами, первые внешние признаки внутренней коррозии проявляются примерно после пяти лет или 100 000 км пробега. Самый экономный способ заметно продлить срок жизни кузова — каждые 50 000–70 000 км мыть днище и его скрытые полости. В Москве эта услуга стоит 2000–3000 рублей.
В идеале стоит дополнить первую мойку днища обработкой его скрытых полостей. Причем при следующем визите, например через 50 000 км, уже не обязательно промывать внутренние полости и повторно заливать в них ML-масло — там оно «живет» очень долго. Такая комплексная обработка сэкономит приличную сумму. Например, за 8000–9000 рублей полноценно помоют днище, обработают скрытые полости и нанесут ML-масла на открытые панели.
Такой вариант подходит для обычной городской эксплуатации. На открытых поверхностях при таких условиях ML-масла выдерживают 20 000–30 000 км пробега. А если днище закрыто пластиковыми щитками, состав прослужит значительно дольше. Возможен и комбинированный подход. Незащищенные и особо подверженные «пескострую» зоны покрывают битумным составом. Владелец, желающий своей машине долгой жизни, может «обливать» ее ML-маслами каждый год поверх старых покрытий.
Обработка битумными материалами имеет смысл при эксплуатации в тяжелых условиях и очень больших годовых пробегах. Этот вариант подойдет любителям езды по бездорожью и владельцам коммерческого транспорта, а также участникам любительских гонок. Он годится как для подержанных, так и для новых машин. Битумное покрытие днища, если не убивать его активно, служит по пять — семь лет. То есть его вполне хватит на среднестатистический срок владения машиной. После износа битумного покрытия его частично счищают и наносят свежий слой. Пакет услуг, включающий мойку, обработку скрытых полостей ML-маслами и нанесение битумного покрытия на днище, оценивается в сумму около 15 000 рублей.
Расходы на защиту кузова сопоставимы с тратами на техническое обслуживание машины — комплексная обработка ML-маслами и обработка битумными составами стóят как первое и второе ТО соответственно. Обычно достаточно потратиться на антикор-обработку лишь раз-другой — эти вложения отбиваются при продаже автомобиля.
ОДНОЙ КРОВИ
Битумные материалы для защиты панелей днища и подкрылков имеют единую основу, но отличаются друг от друга, скажем так, пакетами присадок. Их добавляют ради повышения механической прочности покрытия в зоне активного внешнего воздействия — например, на арках колес. Для этого в базовую основу включают армирующий наполнитель — резиновую крошку. Соответственно, подобный состав будет дороже. Такое покрытие можно наносить и на другие части кузова. Скажем, на пороги, подверженные сильному «пескострую» от колес.
Производители поставляют составы для жидких подкрылков в различной таре и разной консистенции, но с одинаковыми характеристиками. Благодаря этому сервисы могут использовать наиболее удобное оборудование для работы с ними. Густые составы наносят кистью в несколько слоев, а жидкие — распылителем или европистолетом. Более тягучий материал можно развести растворителем, чтобы применить любое подручное оборудование.
Благодарим за помощь в подготовке материала компанию Антикор.рф.
Сварка в кузовном ремонте

Важно отметить, что сварка листов тонкого металла очень отличается от сварки деталей, сделанных из толстого металла. При сварке деталей из толстого металла не приходится беспокоиться по поводу тепловой деформации и искривления металла. Толстый металл противостоит деформации по причине своего объёма, в котором рассеивается тепло, как в радиаторе. Самое главное в такой сварке – проникновение сварочного металла, качество и прочность шва. При сварке толстого металла, такая проблема, как прожигание сваркой металла до дырки, также, отсутствует. Если же взять сварку тонких листов металла, которая часто используется при ремонте кузова, то все перечисленные проблемы становятся первостепенными.
Вы можете иметь отличные навыки владения сваркой металлических конструкций из толстого металла, но не все эти умения могут пригодятся при сварке автомобильного листового металла. Для применения сварки в кузовном ремонте нужно нарабатывать индивидуальный опыт, учитывая особенности характеристик металла кузовов автомобилей. Если Вы знакомы с газовой и полуавтоматической сваркой, то это поможет при изучении и обучении сварки тонколистового металла.
Есть одно сходство между электродной и газовой сваркой толстого металла и тонколистового автомобильного металла. У толстых и тонких металлов, сваренных качественно и прочно, шов выглядит одинаково ровным и красивым.
Типы сварочных соединений в кузовном ремонте

Сварочные соединения в кузовном ремонте делятся на три категории: встык, внахлёст и соединение внахлёст с пазом.
Сварное соединение встык наиболее сложное для новичка. Но после практики и понимания принципа, это соединение не сложно сделать с помощью хороших сварочных аппаратов MIG / MAG или TIG .
Соединение встык делается, когда листы металла стыкуются краями друг с другом с небольшим зазором между ними. Зазор необходим, так как металл расширяется при сварке.
Соединения внахлёст делается с небольшим наложением листов металла друг на друга. В этом случае сваривается край одного листа с частью листа, которой он касается с одной или с двух сторон. Это создаёт двойную толщину металла в месте, где листы заходят друг на друга.
Соединение внахлёст с пазом требует применения специального инструмента для подготовки одного из листов. Далее край одного листа подсовывается под фланец другого и приваривается. С лицевой стороны всё выглядит, как непрерывный лист металла. Выпуклость остаётся с обратной стороны. Края листов, иногда, провариваются с двух сторон, чтобы герметизировать стык.
/>Инструмент для подготовки металла для соединения внахлёст с пазом
Существует ряд проблем с соединением внахлёст и внахлёст с пазом. Одна из которых — необходимость сваривать соединение дважды, если хотите, чтобы оно было герметичным. Следующая проблема заключается в том, что при сварке соединения с обеих сторон, будет выделяться тепла в два раза больше. Это влияет на деформацию металла. В итоге можно сказать, что нет никаких преимуществ при применении сварочного соединения внахлёст. Единственное их преимущество в том, что такое соединение делать легче для новичка. Исключение при обязательном применении такого вида соединения составляют случаи, когда нужно скопировать заводское сварное соединение внахлёст и, когда нет доступа для создания соединения встык.
Соединение встык предпочтительнее применять при наложении металлических заплат и ремонтных вставок.
Очень неудобно делать сварной шов, если привариваемая деталь не закреплена. Хорошая фиксация обеспечивает стыковку и нужный зазор между листами металла.
 Различные крепления, используемые для фиксации деталей перед сваркой
Различные крепления, используемые для фиксации деталей перед сваркой
Существует множество методов фиксации деталей перед сваркой. Выбор зависит от ситуации и от предпочтений. К примеру, магниты подойдут для фиксации заплатки перед её приваркой, но будут бесполезны для удержания на месте заднего крыла автомобиля.
Среди множества фиксирующих методов и приспособлений основными являются: зажимные щипцы различных конфигураций, специальные магниты, сварочные зажимы для соединения встык (edge clips), струбцины. Каждый из перечисленных способов фиксации представляет целый класс фиксирующих приспособлений и существует в различных формах, размерах и конфигурациях. Есть приспособления, специально разработанные для фиксации соединений стык, внахлёст и внахлёст со смещением.
Зажимные щипцы можно назвать основными фиксирующими приспособлениями, которые применяют при сварке в кузовном ремонте. Ограничение их в том, что необходимо место, чтобы установить зажимные щипцы. Ими можно воспользоваться, если место, которое нужно зафиксировать, расположено не дальше 30 – 40 см от места, где возможно установить зажимные щипцы. При этом щипцы достаточно громоздкие и неуклюжие.
 Сварочные зажимы для соединения встык
Сварочные зажимы для соединения встык
Сварочные зажимы для соединения встык могут применяться при фиксации ремонтных вставок. Требуют наличия доступа с обратной стороны панелей. Легко устанавливаются и снимаются, а также не мешают при сварке.
Такие зажимы обеспечивают аккуратную стыковку краёв с ровным небольшим зазором. Позволяет отрегулировать и установить листы разной толщины для сваривания. Позволяет выравнивать поверхности по одной линии.
Они не приспособлены для использования на сильно изогнутых , но очень удобны при фиксации прямых панелей.
Сварка маленьких сегментов в большую конструкцию
Иногда приходится изготавливать какую-либо панель или ремонтную вставку сложной формы из нескольких простых сегментов. Многие профессиональные специалисты, занимающиеся формовкой металла и ремонтом кузова, практикуют такой способ. Это бывает необходимым, если оборудование, либо профессиональные навыки не позволяют сделать нужную панель из одного листа металла.
Интересно отметить, что в прошлом, некоторые производители делали панели сложной формы из маленьких сегментов, сваренных вместе. Впоследствии этот способ был заменён штампованием и техниками формования прокаткой.
При изготовлении ремонтной вставки сложной формы или целой панели можно применять такой метод.
Типы сварки
В кузовном ремонте чаще всего применяют электрическую сварку полуавтоматом. Но, до сих пор, в некоторых случаях, применяется и газовая сварка.
Используется сварка MIG , TIG и контактная точечная.
Электродуговая сварка электродами
Этот вид сварки давно в прошлом применялся для соединения кузовных панелей при ремонте, а также при производстве. Сварка производилась электродами с малым диаметром, которые были спроектированы специально для тонколистового металла. Чтобы применять такой вид сварки требовалась немалая сноровка. Качество сварки было посредственным. Главной проблемой был излишний нагрев, который был причиной деформации металла и прожига насквозь. Сравнивая с сегодняшними показателями, уходило много времени на работу с таким видом сварки. Теперь такой метод является устаревшим.
Контактная точечная сварка
Контактная сварка была главным способом соединения в автомобилестроении и ремонте, начиная с 1930‑х годов. Точечная сварка осуществляется сильным прижатием электродов аппарата к металлу кузова и комбинацией интенсивного нагрева, создаваемого очень высокой силой тока за короткий интервал времени. Металл панелей кузова расплавляется в одной точке и происходит сваривание.
Преимущество точечной сварки в быстроте действия, аккуратности получаемых сварных точек и прочности соединения.
Современные легковые автомобили имеют от 3000 до 4000 сварных точек, которые соединяют отдельные детали кузова в одну конструкцию.
Есть аппараты для точечной сварки, используемые в кузовном ремонте, электродами которых не нужно сжимать область сварки. Сила прилагается только к одному листу металла, а второй лист касается первого листа и подключён к массе. Такой аппарат удобно применять, когда невозможен доступ к обратной стороне металла, к которому приваривается другая металлическая панель.
Точки контактной сварки часто не защищены от коррозии, потому что места между соединёнными панелями, подвержены притягиванию влаги. Эта проблема усугубляется тем фактом, что при воздействии точечной сварки, в местах нагрева испаряются все элементы обработки металла, такие как оцинкованное покрытие. Эта проблема уменьшается при применении специального сварочного грунта между свариваемыми панелями. Такой грунт содержит высокий процент цинка. Он способен проводить ток. После воздействия точечной сварки ионы цинка защищают место сварки.
Сварка MIG / MAG
Этот тип сварки стал наиболее популярным в кузовном ремонте. Когда упоминают о сварке полуавтоматом, то имеют ввиду именно этот тип сварки.

MIG (metal inert gas) переводится, как металл с инертным газом, что совершенно не правильно отражает суть сварки. К примеру, так называемая сварка TIG (tungsten inert gas), тоже металл с инертным газом. Но все привыкли так называть этот тип сварки. MAG (metal active gas) – тот же тип сварки, только в качестве защитного газа используется активный газ, который защищает зону сварки от воздуха, а также химически реагирует со свариваемым металлом или растворяется в нём. При сварке стальных панелей сваркой MAG (с активным защитным газом), в кузовном ремонте чаще всего применяют углекислый газ (СО2). Также, могут применяться вариации газовых смесей, состоящие из аргона (Ar), кислорода (О2), азота ( N2 ), водорода ( H2 ). Газ заправляется в баллоны и подключается к сварочному оборудованию.
В процессе сварки MIG / MAG , сварочная проволока непрерывно подаётся в область сварки по мере формирования сварочного шва. Проволока несёт ток и окружена инертным (или активным) защитным газом, который поступает вместе с проволокой. Для MIG сварки обычно применяется смесь 25% — CO2 и 75% аргон. Газ помогает охладить место сварки, а также защищает от окисления, которое происходит, если бы сварка происходила без защитного газа.
Процесс сварки MIG / MAG включает в себя цикл. Когда сварочная проволока касается места сварки, создаётся короткий контур с металлической деталью, которая подключена к массе. Нагрев, который генерируется коротким замыканием, расплавляет проволоку и цикл завершается. Однако, он быстро возобновляется, так как проволока продолжает поступать, создавая короткую дугу, которая является базой сварки MIG / MAG . Смена этих циклов и создаёт всем известный «трещащий» звук, характерный для сварки MIG / MAG .
При сварке оборудованием MIG / MAG , важно обеспечить правильный зазор между свариваемыми панелями. Это относится к соединению металлических листов встык. Если свариваемые листы расположены слишком близко или вплотную, то нагрев неизбежно деформирует листы. В итоге получится неровная поверхность.
Важно, также, отрегулировать поток защитного газа и скорость подачи проволоки. Сила тока выставляется в зависимости от толщины проволоки и скорости её подачи. Всё это нужно научиться настраивать экспериментальным путём. Более подробно о сварке полуавтоматом можно прочитать здесь.
Сварка TIG

Сварка TIG (tungsten inert gas – сварка вольфрамовым электродом в среде инертного газа), также известно сокращение GTAW (Gas tungsten arc welding – дуговая сварка вольфрамовым электродом в среде защитного газа). Это электродуговая сварка, в которой применяется неплавящийся вольфрамовый электрод. В область сварки поступает защитный газ (аргон или гелий), который защищает от атмосферного воздействия, а также, применяется присадочный металл. Эта сварка является наиболее сложной в освоении. В кузовном ремонте сварка TIG , в основном, применяется при ремонте автомобилей, имеющих алюминиевый кузов.
Кислородно-ацетиленовая газовая сварка
Это старый метод соединения тонколистовых металлов, который по-прежнему, в некоторых случаях применяется. В этом виде сварки, смесь кислорода и ацетилена питает пламя, температура на конце которого достигает 3500 градусов по Цельсию. Кислород и ацетилен находятся в разных баллонах, а их смешивание происходит в горелке. Сварку осуществляют как с применением присадочного металла, так и без него. Кислородно-ацетиленовая сварка расплавляет кромки листового металла, образуя прочную связь. Может применяться для осаживания растянутого металла.
Все про ремонт кузова автомобиля своими руками (включая сварочные работы)
Практически всегда при кузовных работах применяется сварка, так как даже обычное выравнивание металла может привести к нарушению его целостности. Выполнение ремонта кузова автомобиля своими руками в виде сварочных работ позволяет избежать лишних трат на оплату в автосервисе и выполнить их максимально быстро.
Сварка обычного металла и кузова машины не сильно отличается, поэтому заниматься ремонтом может даже новичок.
Виды сварочных аппаратов
Варку кузова выполняют двумя видами сварочных аппаратов. Полуавтомат и инвертор хорошо справляются с поставленными задачами и обеспечивают ровный и гладкий шов. При наличии аппарата дома, можно выполнить ремонт кузова автомобиля без обращения в автомастерскую.
Мощность сварочных приборов позволяет варить металл толщиной 0,7-4 мм. Так как крылья выполнены из тонкого металла, а лонжероны имеют большую толщину, то это свойство позволяет устранить повреждения на всем кузове транспортного средства.
Существуют также комбинированные инверторные полуавтоматы, сочетающие достоинства обоих видов.
Сварочный полуавтомат
Полуавтоматический аппарат считается одним из лучших способов варки автомобиля в домашних условиях. Прибор универсален и хорошо справляется с любыми задачами. Варка может выполняться даже на поверхностях, которые пострадали от коррозии или сильно истончились в процессе эксплуатации транспортного средства.
При помощи полуавтомата легко можно заварить как сам кузов, так и сделать на нем латку от пары сантиметров до метра. Работать с устройством может каждый желающий, так как оно просто в эксплуатации и обеспечивает великолепное качество стыков.
Прибор предотвращает горение металла, поэтому шов выходит ровным и гладким.
Инверторный сварочный автомат
Инвертор работает при помощи тока с высокой частотой. Аппарат применяется преимущественно в мастерских, так как используется для варки более толстых деталей. Чаще всего при помощи инвертора завариваются:
Инверторная сварка применяется в местах, где требуется деликатность и повышенная осторожность. Выполнить сварочные работы своими руками при помощи инвертора вполне реально, но для этого потребуются минимальные навыки работы с прибором. Также важно чтобы место, где осуществляется ремонт, имело толщину не более 3 мм. Главным достоинством данного метода выступает скорость ремонта, а также высокое качество швов.
Какой метод больше подойдет новичку
Для новичка привычнее будет использование инверторного полуавтомата. Если ранее не было опыта использования полуавтомата, то лучше выполнять ремонт при помощи инвертора. Оба прибора обеспечивают качественный стык, но при этом вероятность некачественной сварки в полуавтомате достаточно низкая.
Также у инвертора есть особенность, которая не позволяет использовать его в помещениях с повышенной влажностью либо пыльностью. Из-за наличия посторонних примесей ухудшается качество шва.
Меры безопасности при сварке
- Одним из правил, которых надо придерживаться при варке, является использование спецодежды. Одежда должна закрывать руки и ноги и производиться из тканей, устойчивых к горению.
- Рукавицы и маска обязательны к использованию.
- Не допускается находиться в мокрой одежде.
- В строениях с металлическими полами нужно находиться в прорезиненной обуви, а приборы должны заземляться. На инверторах перед началом работ нужно проверить изоляцию электродержателя.
- Ремонт кузова автомобиля своими руками должен выполняться в помещениях с приточной вентиляцией — газы, образующиеся во время варки, могут нанести серьезный вред здоровью.
Подготовка к проведению сварочных работ
Сначала подготавливается инвертор или полуавтомат. Нужно проверить целостность узлов и проводов, так как от этого зависит безопасность человека. Так как манипуляции могут выполняться на металле различной толщины, то нужно заранее подготовить 2-3 вида проволоки либо электродов.
Далее готовится место, где будет выполняться ремонт — его нужно высушить и очистить. Спецодежду нужно одеть заранее — при подготовке часто появляются загрязнения.
Сварка кузова полуавтоматом
После того, как был сделан выбор в пользу полуавтоматического аппарата, необходимо подготовить все нужные элементы и проверить исправность самого прибора. Хоть полуавтомат может работать в разных помещениях, но лучше очистить пространство от пыли и удалить влагу.
Необходимые материалы
В первую очередь подготавливается проволока. Для кузовных работ лучше использовать проволоку с медным покрытием. Так как полуавтоматическая варка происходит с участием специального газа, то следует заранее запастись 20 литровым баллоном. Обычно этого объема хватает для выполнения всех сварочных работ. Крупная наждачная бумага также должна быть под рукой, так как в некоторых случаях потребуется полировка участка. При сварке полуавтоматом не обойтись без редуктора, понижающего давление.
Порядок хода сварочных работ
- Участок чистится от загрязнений, краски, грунтовки, смазки и ржавчины.
- Места, которые будут вариться плотно зажимаются и фиксируются. Для этого могут быть использованы метизы и зажимы.
- Настроить аппарат. На приборе есть панель, на которой расположены регуляторы подачи проволоки, мощности тока и выключатель.
- Подключение редуктора к баллону с газом.
- Закрепления проволоки для сварки в полуавтомате.
- Далее следует отрегулировать полярность аппарата — плюс выставляется на электродержатель, а минус на горелку.
- Полуавтомат включается в электросеть.
- Выполняется заваривание определенного участка.
- Отключение и разборка прибора.
Как обработать сварной шов от коррозии
Шов без обработки под воздействием погодных условий и химических препаратов быстро разрушается. Лучше всего обработать стыки герметичными смесями. На участке, где ко шву легко подобраться, обработка спецпрепаратом выполняется вручную.
Если нет возможности добраться до шва, то лучше воспользоваться специальными распылителями. Препарат под давлением подается в систему и распыляется в труднодоступных местах. После того, как был нанесен герметик, можно поверх шва нанести краску. Так как большинство работ выполняется снаружи кузова, то покраска является обязательным условием.
В следующих видео более подробная информация про ремонт кузова автомобиля сваркой.
Обработка сварного шва после сварки
Сварка — самый надежный, быстрый и экономичный способ создания неразъемных соединений металлов и их сплавов. В ходе сварочного процесса металл нагревается до температуры плавления. Это вызывает в нем внутренние напряжения. Кроме того, на поверхности сварочного шва остается шлак. Для удаления шлака и снятия внутренних напряжений в металле применяются различные способы обработки сварного шва.

Основные способы обработки сварных соединений
Наиболее распространенными стали следующие методы обработки сварного шва:
- Термическая. Применяется для ликвидации внутренних остаточных напряжений. Проводится путем локального или общего прогрева.
- Механическая. Зачистка сварных швов после сварки удаляет шлаки и окалину с поверхности соединения.
- Химическая. Состоит из обезжиривания и покрытия защитным слоем. Препятствует возникновению коррозионных очагов. Метод используют для обработки материалов, подверженных коррозии, которым предстоит работать в активных средах.
Способ воздействия выбирают, применяясь к техническим требованиям к конструкции и условиям ее эксплуатации. Часто применяют последовательно все три метода.
Термообработка
Термическая обработка сварных соединений обязательно проводится после сварки тонкостенных изделий, особо подверженных деформациям под воздействием внутренних напряжений. К таким конструкциям относятся трубопроводы, различные емкости, сосуды давления.

Термическая обработка сварного шва
Проводится термообработка и для большинства ответственных конструкций, таких, как корпуса атомных и химических реакторов.
Заключается термообработка в нагреве детали и ее последующем охлаждении по строго заданному температурному графику.
Зачем нужна
В ходе сварки нагревается небольшая область детали в районе шва. Неравномерный прогрев и приводит к возникновению внутренних напряжений, способных деформировать или даже разрушить деталь. Кроме того, в зоне неравномерного нагрева изменяется структура кристаллической решетки металла, что приводит к ухудшению его физико-механических и химических свойств.
Рядом со сварным швом зона закалки, в которой прочность повышена, а упругость, наоборот, понижена. Ее окружает зона разупрочнения, в которой пластичность сохраняется, а прочность становится ниже, чем была до сваривания.
Термическая обработка сварных соединений призвана восстановить внутреннее строение металла и его свойства, вернуть характеристики прочности, пластичности и коррозионной устойчивости к проектным значениям.
Особенности проведения
Обработка осуществляется при высоких температурных значениях, в диапазоне 600- 1000 °С. Это позволяет преодолеть негативные последствия неравномерного нагрева и приблизить структуру шва и околошовной зоны к структуре самой детали.
Обработка проходит в три стадии:
- Нагревается область рядом со швом.
- Конструкция выдерживается некоторое время в нагретом состоянии.
- Изделие охлаждается в соответствии с графиком обработки.

Процесс термообработки швов на трубопроводе
Существует несколько видов обработки сварного шва. Выбор зависит от конфигурации конструкции, толщины детали и цели, которую собираются достигнуть.
Для каждого вида обработки применяется свой специфический график нагрева, выдержки и охлаждения.
Достоинства и недостатки
К достоинствам обработки нагревом относят:
- Восстановление целевых характеристик прочности и пластичности;
- Снятие внутренних напряжений, обеспечение долговечности шва и всей конструкции;
- Улучшение, при необходимости, этих показателей.
Отрицательные моменты при проведении обработки нагревом следующие:
- Высокие требования к квалификации работников.
- Необратимость процессов. В случае несоблюдения графика термообработки сварных швов исправить брак практически невозможно.
- Требуется дорогостоящее и громоздкое оборудование
- Высокое энергопотребление, низкая экологичность.
В большинстве случаев преимущества перевешивают недостатки.
Что подвергают обработке
Термообработке подвергают сварные швы в ответственных конструкциях. Сюда входят
- магистральные трубопроводы
- сварные конструкции различных механизмов и станков, испытывающих высокие нагрузки
- изделия, которым предстоит работать в сложных условиях эксплуатации.
При термообработке сравнительно небольших изделий используют муфельные печи.

Самодельная муфельная печь
Для обработки нагревом габаритных конструкций применяют нагрев пламенем газовых горелок или индукционный способ. В отдельных случаях применяют радиационный метод.
Термообработку для повышения коррозионной стойкости следует проводить по возможности скорее по окончании сварки.
Параметры проведения процесса
Продолжительность процесса во многом определяется маркой сплава и толщиной заготовки. Для хром-молибденовых сплавов применяют индукционный или радиационный способы нагрева. С увеличением толщины типовая продолжительность нагрева (в минутах) растет:
Индукционный способ требует меньшего времени на обработку, но отличается большими энергозатратами. Перед обработкой следует обязательно выполнить зачистку сварочного шва.
Используемое оборудование
Термообработка сварных швов выполняется с использованием нескольких основных способов, каждый требует своего набора оборудования:
- Индукционный. Требует генератора высокочастотного переменного тока большой мощности. Нагревательным элементом является катушка индуктивности, намотанная поверх участка детали, подлежащего нагреву.
- Радиационный. Используется инфракрасное излучение от нагретой нихромовой проволоки, через которую пропускается сильный электрический ток. Требует мощных источников тока. Может применяться для прогрева материалов со слабыми электромагнитными свойствами.
- Газовый. Наиболее экономичный по энергозатратам способ. Используется специальная горелка. Факел пламени формируется так, чтобы равномерно прогневать зону термообработки.
Выбор метода нагрева проводят, сопоставляя цель обработки, толщину конструкций, характеристики материала и экономические соображения.
Виды термической обработки
Виды термообработки сварных швов различаются по своей цели. Специалисты отличают следующие процессы:
- Отдых. Конструкцию доводят до 300 °С и выдерживают полтора — два часа. Снижает механические напряжения и снижает содержание водорода в материале шва.
- Отпуск. Состоит в нагреве до 700 °С и трехчасовой выдержке. Практически полностью снимает напряжения, дает возможность повысить пластичность.
- Нормализация. Всю конструкцию, включая шов, нагревают до 800 °С и выдерживают 30-40 минут. Позволяет достичь однородности и мелкозернистости структуры металла. Используется на изделиях малой толщины.
- Аустенизация. Изделие нагревают до 1100 °С и выдерживают 120 минут. Охлаждение проводят при комнатной температуре. Повышает пластичность высоколегированных сплавов за счет преобразования их кристаллической структуры.
- Отжиг. Нагрев до 960 ° С, трехчасовая выдержка и остывание при комнатной температуре. Используется для высоколегированных сплавов для повышения коррозионной стойкости.
Как правило, перед термообработкой проводится зачистка сварного соединения.
Контроль температуры
При проведении термообработки ключевое значение имеет температура нагрева конструкции. Для контроля температуры применяют:
- Термокарандаш и термокраска. Представляют собой химическое соединение, меняющее цвет по мере изменения температуры. Наносятся на поверхность изделия.
- Тепловизоры и пирометры. Электронные устройства, дистанционно измеряющие температуру.
Термокарандаши и термокраска – традиционные средства, достаточно трудоемкие в применения и требующие постоянного визуального контроля со стороны оператора и его оперативного вмешательства в случае выхода параметров за пределы допустимых значений.

Тепловизоры и пирометры обладают большей точностью и могут быть встроены в автоматическую систему поддержания постоянной температуры.
Другие виды обработки
Кроме термообработки, широко используются также механические и химические виды очистки сварных швов.
Механическая
Проводится с использование проволочных щеток или абразивных дисков. В промышленных условиях щетка, диск или лепестковая абразивная насадка закрепляет в угловой шлифовальной машинке (в быту называемой «болгарка»)
Способом механической зачистки с поверхности соединения удаляют шлаки, окалину, брызги застывшего металла и оксидную пленку.

Механическая обработка сварного шва
Зачистка сварного шва после сварки применяется перед термообработкой или покраской.
Химическая
Призвана удалить с поверхности шва следы жира, смазки, оксидные пленки и другие загрязнения. Проводится перед нанесением на конструкцию покрытий, предохраняющих от коррозии.
Травление — обработка сильнодействующими кислотами — проводится перед механической обработкой. После нее проводят пассивацию — нанесение вещества, образующего на поверхности защитную пленку.

Химическая обработка сварного шва
Химическая обработка металла проводится химически активными веществами, многие из которых пожароопасны и могут причинить серьезный вред здоровью. Поэтому следует строго соблюдать правила техники безопасности.
Источник http://gazsnabstroy.ru/svarka/obrabotka-kuzova-posle-svarki
Источник http://flagman-ug.ru/truby/obrabotka-svarnyh-shvov-avtomobilya.html