Содержание
ИЗГОТОВЛЕНИЕ ПЛАСТИКОВЫХ ДЕТАЛЕЙ НА ЗАКАЗ . Изготовление пластиковых деталей автомобиля
С помощью стеклоткани или стекломатов можно создать любую и даже очень сложную форму кузова автомобиля. Кузова из композитных материалов не ржавеют, легко обрабатываются и ремонтируются, обладают исключительной прочностью, способны гасить колебания и просты в изготовлении. Пропитывая стекломат или стеклоткань эпоксидной, полиэфирной или фенолформальдегидной смолой получают стеклопластик. При пропитке стекломатов или стеклоткани фенолформальдегидной смолой получается деталь с высокой температурной устойчивостью и механической прочностью. К тому же у стеклопластиков на этой основе самая низкая стоимость исходного материала. Большую прочность имеют стеклопластики на основе эпоксидных смол, но стоимость их выше.
Изготовление мастер модели.
Прежде чем начать создавать мастер модель, оцените имеющийся подручный материал: ДСП, пластилин, пенопласт, глину, алебастр, гипс. Если есть поблизости глина и песок, можно начинать с них, но наилучшим материалом является скульптурный пластилин. Любые твёрдые поверхности, как застывший гипс или алебастр Вы будете часами шлифовать и спиливать, а пластилин нужно всего лишь поскоблить шпателем или скребком.  Перед началом работ необходимо выровнять площадку. Настил должен быть выровнен по уровню и чем точнее, тем вернее получится мастер модель. На настил устанавливают раму с колесами, а к ним крепится каркас будущего кузова. Каркас изготавливается из любых подручных материалов- фанера, ДСП, пенопласт, монтажная пена. Не забываем уменьшить размер каркаса и оставить место для нанесения пластилина.
Перед началом работ необходимо выровнять площадку. Настил должен быть выровнен по уровню и чем точнее, тем вернее получится мастер модель. На настил устанавливают раму с колесами, а к ним крепится каркас будущего кузова. Каркас изготавливается из любых подручных материалов- фанера, ДСП, пенопласт, монтажная пена. Не забываем уменьшить размер каркаса и оставить место для нанесения пластилина.
Для того чтобы не перекосить кузов в двух взаимно перпендикулярных плоскостях, изготовьте два шаблона. Один с чертёжными размерами вида сверху, другой вида спереди (сзади). Для более точного выравнивания каркаса по высоте используйте гидроуровень.Далее обмазываем каркас пластилином и формируем будущий кузов автомобиля. Перед Вами широкое поле деятельности: пластилин позволяет срезать слои и образовывать любую поверхность. Заготовьте шаблоны на все криволинейные сечения поверхностей, капот, крыша, двери, облицовка радиатора и т. д. Кроме того, хорошо иметь ровную рейку длиной 3,5…4 м с сечением 20х30 мм. Эта рейка позволит проводить на поверхностях мастер модели лекальные кривые и проверить плавность построенных поверхностей.
Так же следует поступить и с серийными приборами освещения, ручками дверей и т.д. по списку, если Вы не собираетесь их изготавливать самостоятельно или делать на заказ. Это позволит избежать многих ошибок проектирования и убережет будущий кузов от многочасовых подгонок нестыкующихся деталей.
Закончив изготовление мастер модели, выверив все ее поверхности и линии, приступают к подготовке ее для изготовления кузова или матрицы. Сделав качественную мастер модель, лучше сделать матрицу, а по ней выклеивать кузов (один, два и более). Стеклопластик позволяет получить качественную поверхности кузова без последующего шлифования.
Прежде чем изготавливать матрицу, необходимо хорошо подготовить поверхность, так как любой выступ и любая впадина точно отобразятся на внутренней поверхности матрицы, а затем и на внешней поверхности кузова. Выровнять поверхности на мастер модели проще, чем на кузове автомобиля, да и лучше эту работу выполнить один раз, а не для каждого экземпляра кузова.
Если Вы изготовили мастер модель из пластилина, то нужно нанести разделительный слой и приступать к выклейке матрицы. Если же мастер модель изготовлена из глины, гипса или алебастра, то необходимо покрасить мастер модель, зачистить и отполировать. После этого необходимо нанести разделительный антиадгезионный слой, для облегчения снятия готовой матрицы. Для получения такого слоя применяют целлофановые, полиэтиленовые, полиамидные и другие полимерные пленки, а также пленкообразующие растворы или полировальные пасты и мастики, которые после высыхания образуют на поверхности тончайшую пленку антиадгезионного слоя.
Вот несколько рецептов самодельных составов для разделительного слоя:
- 2 части воска и 1 часть скипидара. Воск растапливают на водяной бане, затем снимают с огня и вливают скипидар. Проверьте качество состава, если высохший слой можно отполировать, то состав подходящий, в противном случае добавьте скипидар.
- 30% парафина, 30% бензина и 40% мыльной воды
Изготовление матрицы.
Мастер модель готова, приступаем к изготовлению матрицы.
Нам понадобится следующий инструмент:
- Ножницы для раскроя ткани или матов;
- Шпатели различной ширины;
- Кисти с жесткой щетиной;
- Резиновый ролик для прикатки;
- Банки и противни для смолы.
Смолу приготавливают небольшими порциями, так как время до начала отверждения и потери клеящих свойств 40-60 мин. Поэтому Обычно берут 1-2 кг смолы. Смолу готовят согласно инструкции, но предварительно нужно проверить состав на небольшом куске стекломата или стеклоткани, так как клеящие свойства зависят не только от состава и качества смолы, но и от способа соединения слоёв, перемешивания, температуры, влажности окружающей среды и других причин.
Сначала на готовую поверхность наносят, так называемый, декоративный слой (смолы 50% и алюминиевой пудры 50%) толщиной 1 мм и дают ему загустеть до такого состояния, чтобы следы смолы не оставались на пальце («до отлипа»). После этого наносят тонкий слой жидкой смолы и накладывают стеклоткань. Ее прокатывают роликом и обрабатывают жесткой кистью, следя за тем, чтобы не образовывались воздушные пузыри.
Если все же они возникают, то, прорезав пузырь ножницами, «прибивают» его кистью, смоченной смолой.
К первому слою сразу же прикладывают второй спой ткани и «прибивают» его, как и первый. Ни в коем случае нельзя проводить кистью по ткани, так как кисть может потащить за собой ткань и испортить работу.
Если матрица изготавливается из элементов: крылья, двери, капот, крыша, то матрицу нужно сделать разъёмной. Для начала размечаем линии разъёма матрицы, в дальнейшем они станут швами на кузове автомобиля, далее монтируем опалубку разъёма. Делается она из металла, картона или фанеры. В пластилиновую мастер модель опалубка просто втыкается по намеченным линиям, а с твёрдой мастер моделью из глины, гипса или алебастра поступают иначе.Наклеивают 2-3 слоя стеклоткани на всю мастер модель. Затем, как и на пластилиновой мастер модели, намечают линии разъема матрицы. Разметку следует проводить после полной полимеризации смолы. Затем подготавливают полосы, шириной 80- 100 мм. из металла, фанеры или картона. Один край будущей опалубки вырезают так, чтобы он повторял контуры плоскости, так как его нужно будет ввести в разрез, сделанный для разъема. На полосы наносится, упомянутый выше, разделительный слой. Ножовкой или «болгаркой» разрезают уложенные слои, вводят в зазоры полосы опалубки и дальше проводят выклейку по выше указанной технологии . При раскрое стеклоткани учитывается припуск на плоскости разъема.
Затем, уложив пять-шесть слоев на предыдущие, укрепляют плоскости разъема деревянными брусками. Для этого брусок и отбортованные плоскости стеклоткани попарно смазывают смолой и затем их скрепляют гвоздями, после полной полимеризации смолы борта сверлят и скрепляют болтами и гайками М6 или М8. Для предотвращения «игры» поверхностей, опалубку укрепляют брусками или накладывают ребра жесткости в виде жгутов стеклоткани, пропитанной смолой. После полимеризации смолы матрицу с мастер модели снимают.
Для предотвращения «игры» поверхностей, опалубку укрепляют брусками или накладывают ребра жесткости в виде жгутов стеклоткани, пропитанной смолой. После полимеризации смолы матрицу с мастер модели снимают.
Если разделительный слой был уложен равномерно и без пропусков, элементы матрицы будут сниматься без значительного усилия, нужно только ввести острый предмет в места разъема — отделить кромки стеклоткани от стальных полосок и руками потянуть на себя снимаемый элемент матрицы.
Оголив всю мастер модель проводят контрольную сборку матрицы, затем разбирают ее на элементы.
Выклейка кузова.
Элементы матрицы кузова очищают от разделительного слоя, оставшегося на внутренней поверхности. Затем внутреннюю поверхность шпатлюют и полируют.
Если на внутренней поверхности имеются большие раковины, то шпатлевку лучше производить эпоксидной смолой с наполнителем. Выступы снимают грубым напильником (стеклопластики хорошо обрабатываются), а затем поверхность шлифуют.
Внимательно осмотрев поверхность и убедившись, что на ней нет изъянов, наносят разделительный слой, при этом стараются сделать его как можно тоньше. Разделительный слой обязательно надо отполировать, так как какая поверхность получится на внутренней стороне матрицы, такой же будет и внешняя сторона готовой детали.
На разделительный слой наносят декоративный слой смолы, выдерживают его. Затем наносят жидкий слой, укладывают и прикатывают стекломат или стеклоткань так, чтобы не образовывалось пузырей; первый слой — лицевой слой. Обработав кистью со смолой первый слой, прикатывают второй, за ним — третий и т. д.
Рекомендовать количество слоев трудно, так как толщина композита зависит от толщины стеклоткани. Для того чтобы определить требуемую толщину, лучше всего провести эксперимент на небольших размеров образце. Однако менее 3 мм слой не делают! При использовании кевлара толщина слоя может быть 0,5…1,5 мм.
Уложив последний слой стеклоткани, тщательно прикатывают его резиновым валиком или пропитывают смолой с помощью кисти. После полной полимеризации смолы деталь вынимают из матрицы.
Следует учесть, что избыток смолы приведёт к деформации детали. Опытные мастера советуют наносить новый слой только после полимеризации предыдущего и его зачистки наждачной бумагой.
Если нет времени ждать полимеризации каждого слоя, попробуйте воспользоваться технологией, используемой на промышленном производстве. Деталь, вместе с матрицей помещают в мешок из тонкой мембраны и откачивают воздух. Мембрана плотно обжимает каждый изгиб детали и выдавливает излишки смолы. В таком виде деталь оставляют до полной полимеризации смолы.
Окраска.
Стеклопластик хорошо окрашивается как синтетической, масляной красками, так и нитрокраской. Для этого нужно только обезжирить наружную поверхность, зачистить ее наждачной бумагой, положить один слой грунта, а по нему производить окраску.
Можно предложить и другой метод. В эпоксидную смолу надо добавить 2-3% анилинового красителя. Прежде чем приступить к выклейке панелей с такой смолой, надо выполнить в порядке эксперимента операции окраски на отдельном куске стеклоткани и смолы, так как краска может изменить свой цвет при внесении ее в смолу.
Для первого декоративного слоя следует применять состав: 100 массовых частей смолы ПН-1, 6 частей инициатора и 8 частей ускорителя. Этот слой не только создает блестящую поверхность. но и защищает стекпонаполнитель от воздействия влаги и химикатов.
Окрашенный кузов шлифуют водостойкой мелкозернистой шлифовальной бумагой, полируют пастой или жидкостью для обработки кузова автомобилей.
Кузов из стеклопластика, изготовленный по каркасу автомобиля.
Некоторые конструкторы пришли к выводу, что для изготовления одного образца делать матрицу нецелесообразно.
Существует метод выклейки панелей кузова непосредственно по мастер модели без изготовления матрицы. Было замечено, что стеклоткань, пропитанная смолой и хорошо прикатанная к поверхности мастер модели, повторяет ее рисунок с учетом всех линий кузова. Если при этом последний (наружный) слой сделать декоративным, то фактически готова форма кузова автомобиля, и при соответствующей шпатлевке имеется возможность из этой заготовки изготовить кузов автомобиля. Удалив из внутренней части скорлупы оставшиеся части мастер модели, можно разрезать получившийся кузов на элементы, подклеить к ним той же смолой внутренние декоративные и несущие элементы и установить все на раму автомобиля. При таком изготовлении кузова требуется тщательно наложить каждый слой ткани и проверить поверхности на блики. При неправильном выполнении этих операций неоправданно возрастает расход шпатлевки при доводке и подготовке к окраске.
Данная статья была подготовлена по материалам книги «Я строю автомобиль» В. Захарченко и И. Туревский изд. «Машиностроение» 1989 г.
Виды пластиков применяемых в автомобилестроении
По статистическим исследованиям автомобилестроение занимает ведущее место после разработок военно-промышленного комплекса и производства оргтехники, в сфере которого внедряются самые современные инновационные разработки. Для многих стран эта область промышленности является важнейшей бюджетной отраслью. Естественно, в силу экономических требований в автомобилестроении широко предпринимаются попытки совмещения высокой технологичности используемых материалов и оборудования со снижением стоимости их производства.
Одним из таких продуктов, эффективно позволившим совместить в себе простоту изготовления, высокие эксплуатационные характеристики и низкую себестоимость является пластмасса. Когда немецкий химик Байер (ныне это название известного концерна) в 1872 г. смешал формальдегид и раствор фенола, то получил смолообразную, вязкую массу. При нагревании она превращалась в твердое, нерастворимое вещество, которое повторно уже не плавилось. В то время ученый еще не мог предвидеть, какое огромное значение приобретет впоследствии полученный им продукт – далекий прародитель современных пластиков.
В соответствии с отечественным государственным стандартом «пластмассами называются материалы, основной составной частью которых являются такие высокомолекулярные органические соединения, которые образуются в результате синтеза или же превращений природных продуктов. При переработке в определенных условиях они, как правило, проявляют пластичность и способность к формованию или деформации». Главное преимущество пластмасс по сравнению с металлами заключается в том, что их свойства легче регулировать и поэтому пластмассы быстрее и лучше можно приспособить к требованиям практики. К преимуществам пластмасс относятся также низкая плотность, отсутствие у большинства из них запаха и вкуса, высокая коррозионная стойкость по отношению к атмосферным воздействиям, к кислотам и щелочам, бензину и агрессивным различным продуктам химии, пластики обладают отличными электро- и теплоизоляционными свойствами. Кроме того, изделиям из пластмассы легко можно придать любую форму самыми разнообразными способами. Их можно отливать и прессовать, прокатывать и протягивать, выдувать и вспенивать, прясть, сваривать и склеивать. Пластмассы хорошо поддаются механической обработке — их можно строгать, фрезеровать, обтачивать и сверлить. Наконец, возвращаясь к теме статьи, большинство пластмасс превосходно поддается окрашиванию. Неудивительно, что столько преимуществ пластика находят широкое применение, в автомобилестроении. Многие владельцы автомобилей, с тоской взирающие на многочисленные участки коррозии на кузове своих «стареющих» машин, согласятся с мнением: голубая мечта автолюбителя – полностью пластмассовый автомобиль! В продолжение шутки, можно вспомнить, что такие попытки предпринимались. Например, кузов малолитражки «Трабант», выпускавшейся в ГДР более 30 лет назад на заводе в Цвиккау, целиком изготавливался из слоистого пластика. Это материал наряду с крезолоформальдегидной смолой содержал отходы хлопчатобумажной пряжи, поступавшие на завод с текстильных фабрик. Для получения этого пластика 65 слоев очень тонкой ткани, чередующихся со слоями размолотой смолы, спрессовывались в очень прочный материал толщиной 4 мм при давлении 40 атм. и температуре 160 °С в течение 10 мин. До сих пор трехцилиндровые детища того серийного производства, ставшие притчей во языцех, лежат на многих свалках страны. Лежат, но не ржавеют! Кузовные детали современных автомобилей, изготовленные из самых технологичных типов пластика, уже не вызывают подобной улыбки. Стойкость этих материалов к ударным нагрузкам, способность их реформированных участков к самовосстановлению, высочайшая антикоррозионная стойкость и малый удельный вес,– преимущества, уже не достигаемые металлом.
Можем не сомневаться, еще пять-десять лет и процент замещения металлических элементов пластмассовыми как и, соответственно, количество ремонтов на пластике и металле практически сравняются. В автомобилестроении полимерные материалы используются практически во всем ассортименте. Применяемые разновидности пластиков настолько разнообразны, что не будь каких-то универсальных материалов, способных создавать качественное декоративное покрытие со многими из их типов, наверное, малярам пришлось бы получать специальное образование по химии. Как мы заранее в начале статьи предупредили читателей, все окажется значительно проще. Материал, из которого сделана пластмассовая деталь, будь то бампер вашей машины или крышка мобильного телефона, можно определить по маркировке на внутренней поверхности. Тип пластика, как правило, заключен в характерные скобки и может выглядеть следующим образом: >PUR<, <ABS>, >PP/EPDM<.
Подобная аббревиатура может иметь огромное число вариантов.
Это самый распространенный в автомобилестроения тип пластика. Подавляющее большинство бамперов и кузовных элементов производятся именно из полипропилена. Сама молекула полимера, конечно, не только полипропилена, состоит из практически бесчисленного числа таких соединенных в единое целое кусочков. Она может включать в себя от нескольких тысяч до нескольких миллионов звеньев. С определенной долей правды и, конечно, неопределенной – чувства юмора, можно сказать, что бампер – это одна молекула! Полипропилен обладает, пожалуй, совокупностью всех преимуществ пластмассы: низкой плотностью, высокой механической прочностью, долговечной химической стабильностью, повышенной теплостойкостью, хорошей способностью к восстановлению, возможностью к регенерации. Кроме всего этого, полипропилен является экологически чистым материалом. За столь ценные свойства он получил титул «короля пластмасс». Производство полипропиленовых деталей требует сложного технологического оборудования, но экономически это вполне оправдано огромными объемами производства. Этот материал наиболее часто используется при изготовлении бамперов, деталей салона, спойлеров, панелей приборов, различных емкостей для технологических жидкостей. В быту даже чемоданы изготавливаются из полипропилена.
При литье большинства из перечисленных деталей чаще всего применяется не «чистый» полипропилен, а его различные модификации, то есть различные его композиции, смеси с каучуком, резиной. Это, так называемые термопластичные эластомеры. Самый распространенный и всем известный продукт этих модификаций —>PP/EPDM< (Polypropylene / Ethylen PropyleneDiene Monomer).Окрашиванию поддается только модифицированный полипропилен! Любые модификации полипропилена, какой бы длинной не была аббревиатура его маркировки, первыми двумя буквами обозначен все равно, как >PP…<. Например, передние крылья Renault Clio имеют маркировку >PPE+PA66<.
Немодифицированный полипропилен >РР<,применяемый в автостроении, из которого, например, изготавливаются бачки омывателей, расширительные емкости, не рекомендуется окрашивать. Адгезионные свойства покрытия будут очень слабыми. Можно добавить, что одноразовая посуда, различные стаканчики для прохладительных напитков, пластиковые емкости для приготовления краски многих производителей, пользующихся большой популярностью на пунктах подбора автоэмалей, изготовлены именно из, условно скажем, «чистого» полипропилена >РР<.
Многие мастера связывают с этим типом пластика известную марку Мерседес. Бамперы, боковые накладки дверц, порогов (в обиходе листва) практически на всех моделях изготавливались до недавнего времени из полиуретана. До широкого внедрения в производство полипропилена полиуретан был самым популярным материалом, при производстве эластичных деталей автомобиля: рулевых колес, грязезащитных чехлов, покрытия для педалей, мягких дверных ручек. Выпуск деталей из этого типа пластмассы требует менее сложного оборудования. В настоящее время многие небольшие частные компании, как за рубежом, так и в странах бывшего Союза предпочитают работать именно с этим типом пластика для изготовления бесчисленного разнообразия деталей тюнинга автомобилей, многих других изделий для производства и быта.
Стеклопластики являются одним из важнейших представителей группы полимерных материалов, объединяемых названием «армированные пластики». Высокие физико-механические показатели, а также стойкость к воздействию различных агрессивных сред определили широкое использование этих материалов во многих областях промышленности. Всем известный продукт, используемый в производстве кузовов американских минивэнов. Стеклопластики изготавливаются на базе эпоксидных или полиэфирных смол со стеклотканью в качестве наполнителя. При изготовлении стеклопластиковых изделий с широким спектром требований возможно применение технологии изготовления изделий типа «сэндвич», когда детали состоят из нескольких слоев различных материалов, каждый из которых несет заданные параметры (прочности, химстойкости, абразивоустойчивости). Неудивительно, что широчайшая область применения, популярность пластиковых материалов подразумевает собой реальную экономическую выгоду. Этим аргументом легко объясняется масштабное изготовление кузовных деталей не только у оригинального производителя, но и на многих других заводах по всему миру, не имеющего ничего общего с автопредприятиями. Понятно, качество такого пластика, как и сама технология производства, мягко говоря, несколько различны. Техпроцесс изготовления пластиковых деталей на таких предприятиях максимально упрощен. Но крайне низкая цена готовой продукции с лихвой компенсирует эти недостатки. Редко какой владелец подержанного автомобиля будет иметь претензии к недосконально точным геометрическим формам бампера, увеличенным зазорам по сопряжению с другими кузовными элементами, если такой бампер в три раза дешевле оригинального. Но с другой стороны, его ведь надо еще и покрасить. Отслаивающаяся покровная эмаль вряд ли удовлетворит клиента. Не большая проблема, если для установки противотуманных фонарей придется подпиливать участки бампера. Но краска на нем держаться должна в любом случае. При литье или прессовании пластиковых деталей прессформы увлажняются специальными веществами, которые, естественно, оставаясь на пластмассовой поверхности бампера, при окраске не способствуют адгезии лакокрасочного покрытия. Подготовка к покраске таких «нефирменных» деталей требует предварительной подготовки.
Мойка пластиковых деталей
В специализированных производствах для очистки поверхности пластика от различных технологических жидкостей применяются специальные ванны с раствором очистителей. Представить такую, как минимум, двухметровую ванную литров на пятьсот на СТО не очень реально. Да и нет в том необходимости. Первым этапом удаления таких загрязнений, а иначе в данном случае эти важные некогда технологические продукты уже не назовешь, вполне подойдет большая и жесткая малярная кисть или щетка и ведро воды с любым активным моющим раствором: жидким мылом, автошампунью.
Поверхностные загрязнения мы удалили. Но незначительная часть их может остаться во внутреннем верхнем слое. Хороший прогрев при высокой температуре поможет части загрязнениям испариться или выйти на поверхность. Их будет проще позже удалить обезжириванием. Иными словами, не всегда обязательным, но лишним не будет для качественного ремонта прогреть бампер в окрасочной камере. Понятно, совсем не обязательно включать этот процесс в отдельный технологический цикл. Вполне можно загрузить в камеру несколько пластиковых деталей и прогреть их одновременно с сушкой какого-либо окрашенного автомобиля. Рационально используйте энергоноситель! (Солярка как-то грубовато звучит.) Напомним, данные рекомендации разумны в применении для новых деталей сомнительных производителей. Сертифицированный бампер Volvo в красивой упаковке, купленный на сервисном центре в Стокгольме за полторы тысячи евро, в этом явно не нуждается!
Перед первой шлифовальной операцией на пластмассовых деталях, будь то подготовка к грунтованию или шпатлевание – необходимо применять обязательное обезжиривание. Это касается и упомянутого выше бампера.
Дальнейшие операции проводятся в соответствии со стандартным процессом подготовки и окраски. Одно лишь уточнение, на первый взгляд излишне педантичное, но обезжиривание нового пластикового элемента рекомендуется проводить как с внешней, так и с внутренней стороны.
Ремонт поврежденного пластика
Наверное, самый распространенный метод склеивания треснувших участков пластиковых деталей в мастерских, связана с работой паяльником. Понятно, если речь ведется о нескольких сантиметрах поврежденного участка это вполне оправдано. Только далеко не каждый тип пластика подвергается такому примитивному варианту ремонта. Полипропилен, например, достаточно лоялен к такой процедуре, а вот полиуретан будет легко плавиться, но спаяться с другим участком «откажется». Самой разумной рекомендацией при ремонте треснувших участков будет использование при ремонте неармированных пластиков наборов специальных полимерных клеев, или ремонтных материалов на основе полиэфирных или эпоксидных смол со стеклотканью при работе со стекловолокнистыми пластиками.
Рекомендации по выбору зернистости абразивных материалов при обработке пластмассовых деталей незначительно отличаются от принятых стандартов. Адгезионные свойства покрытия напрямую зависят от шероховатости и структуры зашлифованной поверхности, и лишь косвенно от градации примененного на ней абразивного материала. Это не оговорка. Параметр шероховатости поверхности обработанной одним и тем же абразивным материалом одной и той же градации на металле и пластике будет значительно отличаться. Шлифовальные риски на мягкой пластмассе будут более выраженными и глубокими, с большим количеством заусениц. Особенно наглядно это можно наблюдать, обрабатывая пластик крупными абразивами Р80, Р100. Совет по правильному выбору зернистости совсем прост. При работе с пластмассовыми деталями используйте абразивные материалы на одну ступень градацией выше, т.е. с более мелким абразивным зерном.
Сплошное выведение шпатлевкой равномерной плоскости по всей поверхности пластикового элемента, будь то бампер или капот – занятие рискованное. При деформации, пластик ведет себя совсем не так, как металл. Если при аварии пластмассовая деталь не растрескивается, то на большинстве разновидностях пластика деформированный участок достаточно легко можно восстановить и придать первоначальную форму с помощью выдавливания с нагревом термопистолетом, ИФК-сушкой и др. Армированные, стеклопластики практически во всех случаях растрескиваются или разрываются. Так или иначе, но шпатлевание пластиковых поверхностей необходимо сводить к минимально возможному: сколы, царапины, склеенные участки, незначительные неровности. Выполнять эту операцию необходимо специальными шпатлевками, обладающими, прежде всего, высокими эластичными свойствами.
Одно простое правило поможет маляру избавиться от проблем с адгезией лакокрасочных материалов с пластиковыми поверхностями. Если пластмассовая деталь изготовлена из различных модификаций полипропилена (напомним, в обозначении пластика это всегда будет отражено двумя первыми буквами >PP…<) обязательно надо в качестве первичного использовать адгезионный грунт для пластика Sealer Plast 80. Sealer Plast 80 рекомендуется наносить двумя равномерными слоями широким факелом по всей поверхности детали. Не рекомендуется предварительно тщательно прокрашивать тонким факелом периметр, ребра жесткости и торцы элемента. Именно в этих местах следует опасаться превышения нанесенного слоя и возможного стекания грунта. Это ведь очень жидкий материал, состоящий на 93% из органических растворителей. Для достижения качественной адгезии с полипропиленовой поверхностью вполне достаточно 5 мкм сухой пленки. Значительное превышение этого параметра может стать причиной ухудшения адгезии всего покрытия. В местах превышения толщины Sealer Plast 80 возможно сжатие следующих слоев наносимых грунтов и даже позже – краски. На все другие типы пластика во всех их композициях можно применять все остальные грунты-подклады, наполнительные грунты во всех применяемых версиях практически без ограничений. Вот неполный перечень самых распространенных типов пластика, которые не требуют предварительного нанесения адгезионного грунта Sealer Plast 80.PVC, PMMA, PC, ABS, PA, PUR, PBTB, POM, PE, Kevlar, Gelcoat и др.Вот так все просто. В принципе, какие могут возникнуть проблемы, если полиуретановый грунт наноситься на полиуретановый бампер? И, конечно, не забывайте всегда добавлять в грунты, применяемые на пластмассовых деталях пластификатор RM Flex в количестве от 20 до 50% в зависимости от жесткости пластика.
Эта необходимость объясняется не только эластичностью самого пластика — при эксплуатации бамперы ведь не изгибаются постоянно. Дело в том, что пластик имеет высокий коэффициент температурного расширения и соответственно сжатия. Пластификатор помогает придать этот параметр лакокрасочным материалам, нанесенным на поверхность пластмассы. Нетрудно сделать вывод, что качественное покрытие с пластиками достигается благодаря высоким адгезионным свойствам используемых грунтов. Можно немного порассуждать на этот счет об антикоррозионных грунтах. Многие из читателей давно пользуются продукцией R-M и знают прекрасные адгезионные свойства антикоррозионного грунта на эпоксидной основе Euroxy. Мы можем с большой долей уверенности сказать, что, благодаря этим свойствам, он вполне мог бы использоваться в качестве первичного материала на пластмассовых деталях, не смотря на свое прямое предназначение использования на металл. Читатели могут не сомневаться: адгезия этого грунта со многими типами пластика будет прекрасной! И, тем не менее, есть одно ограничение в этом не совсем логичном действе. Euroxy не обладает достаточной эластичностью, а RM Flex с этим грунтом не используется. Тем не менее, если вам вдруг придется иметь дело с жесткими пластмассами, например, при ремонте углепластика гоночных болидов (Carbon fibre), применение в качестве грунта Euroxy должно носить обязательный характер. И еще один, очевидный всем факт, но остановиться на нем стоило бы. Каким бы сложным не был ремонт пластика, использование на нем жидкой шпатлевки должно быть полностью исключено. Вняв такому количеству информации, читатели, вероятно, будут разочарованы. Как? Все грунты на все типы пластика? Все настолько просто и универсально? Да, это так! Только универсальность эта достигнута благодаря высокой технологичности материалов для подготовки и окраски, выпускаемой ведущим производителем лакокрасочных материалов — компанией RM, позволяющим легко и без особой сложности выполнять ремонты на всем многообразии пластмассовых деталей одними и те ми же продуктами.
Многие специалисты рекомендуют использовать при окраске пластика естественную сушку или температуру не более 40-45С. Должны признать, такая «перестраховка» достаточно оправдана. И все же, поверьте нашему многолетнему опыту, при правильном подходе к ремонту, который был так подробно описан выше, более интенсивный прогрев при 60ОС не выявит никаких проблем. А качество покрытия от этого только улучшиться. С ИФК – сушкой же будьте осторожны! Температуру нагрева поверхности пластмассовых деталей вы не сможете контролировать.
Все мы живые люди. Случайная царапина на свежеокрашенной дверце при ее установке на автомобиль никогда не влечет за собой «слезание» краски со всей поверхности. С пластиком же такое может произойти запросто. И маляр приходит в ужас: все покрытия с бампера после сушки можно играючи снимать, как кожу после чрезмерного загара! Все ведь делалось по технологии! Что же делать? Причин для беспокойства совершенно нет! Если все сделано правильно, пройдет несколько дней, и адгезия на пластике достигнет своих нормальных параметров. Баллада о неизвестном пластике Вот вы держите в руках пластмассовую деталь, не имеющую никаких опознавательных знаков. Но как бы красиво она смотрелась, окрашенная в выбранную вами краску! Многие пластиковые детали изготавливаются из различных типов полимеров, которые могут неадекватно реагировать с растворителями, присутствующими в грунтах и красках R-M. Например, полистирол. Различные неответственные элементы салона, иногда зеркала внешнего вида, спойлеры, колпаки колес, большой спектр ремонтных запчастей, нелицензионно выпускаемые детали могут изготавливаться из композиций различных пластмасс, проще говоря, отходов или продуктов вторичной переработки и как правило уже не маркироваться.
Стандартное использование на них грунта может привести даже при отличной последующей адгезии к деформации пластика или поверхностному выявленью его внутренней структуры (различные разводы, микросетка и пр.). Визуально это не очень красиво. Для определения последовательности работы с необозначенным типом пластмассы мы рекомендуем провести так называемый «сольвент-тест». Протрите «безымянный» пластик обильно смоченной в обезжириватель RM Pre Cleano 900 тканью и, если будет выявлено явное растворение поверхности пластмассы, вы должны следовать следующим рекомендациям. Использование в этом случае Sealer plast 80 нецелесообразно. Лучше применить сразу грунт-наполнитель или грунт-подклад с его последующей сушкой и шлифовкой. Наносить грунты рекомендуется тонкими аккуратными слоями. Версию окраски «мокрое на мокрое» лучше не применять. При определении технологии окраски пластика многие мастера часто руководствуются личным опытом: паяльником плавится, растворителем не растворяется, темного цвета — полипропилен – надо начинать с Sealer plast 80. Если бы все было так просто! Был забавный звонок: «Мы хотим покрасить какие-то кронштейны при каком-то очередном тюнинге. Пластик не плавиться паяльником, не горит, не растворяется растворителем. Надо ли наносить предварительно Sealer plast 80?» Ничего другого не оставалось, как ответить: «Попробуйте сначала напильником!» Действо тут же произвелось, не вешая трубки, и ответ был забавным и все объясняющим: «Спасибо! Значит Euroxy надо». Пластики обычно горят, плавятся или растворяются. Но сказать марку пластика, руководствуясь одним, несколькими или совокупностью этих весьма субъективных параметров нельзя. Анализ пластмасс производится в лабораториях по различным показателям: по спектрограмме сгорания, реакции на различные реактивы, запаху, температуре плавления и пр. Так что сольвент-тест в таком случае самый надежный метод. Не указан тип пластика, не реагирует на Pre Cleano 900 – начинайте с Sealer Plast 80.
У какой машины алюминиевый кузов
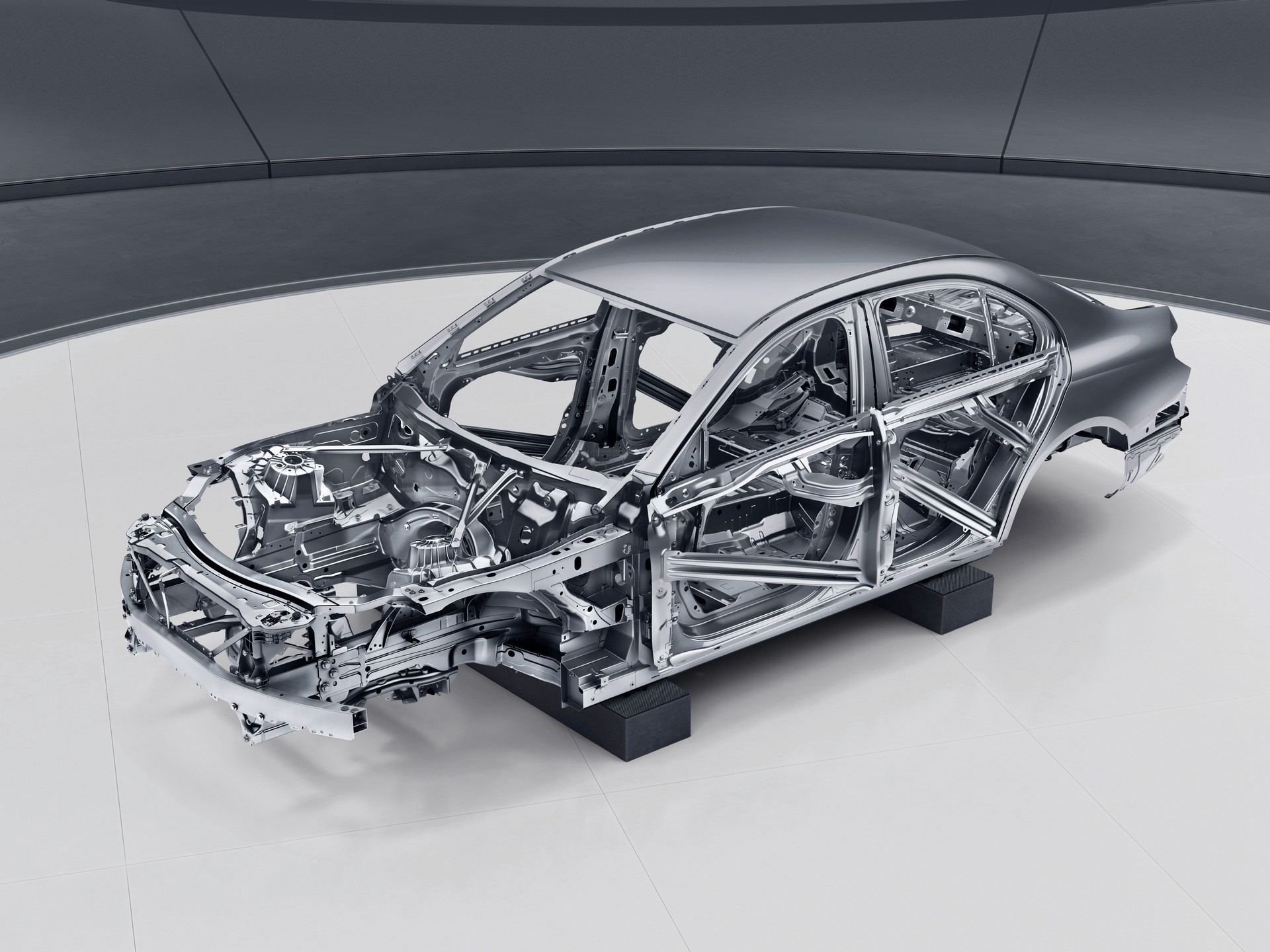
Электромобиль с автопилотом – примерно так можно вкратце описать типичную машину условного 2030 года. Если не произойдет каких-то глобальных сломов трендов, то так оно и будет. Но с одной оговоркой – этот электромобиль, скорее всего, будет еще и алюминиевым. В этой статье вспомним все плюсы и минусы кузовов из крылатого металла и отследим, как он постепенно вытесняет сталь из автопромышленности.
Немного из истории
И спользование алюминия в производстве кузова кажется столь соблазнительной и новой технологией, что забывается, что родом она из первой половины двадцатого века. Как конструктивный материал для авто его опробовали сразу, как только начали отказываться от дерева и кожи, причем именно с деревом он оказался настолько хорошо совместим, что на автомобилях Morgan подобная технология используется до сих пор. Вот только большинство компаний, которые в тридцатые годы успели изготовить немало автомобилей с широким использованием алюминиевых деталей, в дальнейшем от легкого металла отказались. И причиной стал не только дефицит этого материала в годы Второй мировой. Планам фантастов-футуристов о широком использовании алюминия в конструкции машин не суждено было сбыться. Во всяком случае, до нынешнего момента, когда что-то стало меняться.
Алюминий в металлической форме известен не так уж давно – его вывели только в конце XIX века, и он сразу стал цениться весьма высоко. И вовсе не из-за своей редкости, просто до открытия электролитического метода восстановления производство обходилось баснословно дорого, алюминий был дороже золота и платины. Недаром весы, подаренные Менделееву после открытия периодического закона, содержали немало алюминиевых деталей, на тот момент это был поистине королевский подарок. С 1855 по 1890 годы изготовили всего 200 тонн материала по методу Анри Этьена Сент-Клер Девиля, заключающемся в вытеснении алюминия металлическим натрием.
Уже к 1890 году цена упала в 30 раз, а к началу Первой мировой – более чем в сотню. А после тридцатых годов постоянно сохраняла примерный паритет с ценами на стальной прокат, будучи дороже в 3-4 раза. Дефицит тех или иных материалов периодически изменял это соотношение на небольшой срок, но тем не менее в среднем тонна алюминия всегда обходится минимум в три раза дороже обычной стали.
«Крылатым» алюминий называют за сочетание малой массы, прочности и доступности. Этот металл заметно легче стали, на кубометр приходится примерно 2 700 кг против 7 800 кг для типичных сортов стали. Но и прочность ниже, для распространенных сортов стали и алюминия разница примерно в полтора-два раза что по текучести, что по растяжению. Если о конкретных цифрах, то прочность алюминиевого сплава АМг3 – 120/230 Мпа, низкоуглеродистой стали марки 2C10 – 175/315, а вот высокопрочная сталь HC260BD – это уже 240/450 Мпа.
В итоге конструкции из алюминия имеют все шансы быть заметно легче, минимум на треть, но в отдельных случаях превосходство в массе деталей может быть больше, ведь алюминиевые детали имеют более высокую жесткость и заметно более технологичны в изготовлении. Для авиации это сущий подарок, ведь более прочные титановые сплавы куда дороже, и массовое производство попросту недоступно, а магниевые сплавы отличаются высокой коррозийной активностью и повышенной пожароопасностью.
Практика использования на земле
В массовом сознании алюминиевые кузова в основном ассоциируются с машинами марки Audi, хотя первая A8 в кузове D2 появилась лишь в 1994 году. Это была одна из первых крупносерийных цельноалюминиевых машин, хотя изрядная доля крылатого металла была фирменной «фишкой» таких марок, как Land Rover и Aston Martin на протяжении десятков лет, не говоря уже о уже упомянутом Morgan, с его алюминием на деревянном каркасе. Все же реклама творит чудеса.
В первую очередь в новой технологии изготовления кузова подчеркивалась низкая масса и стойкость алюминиевых кузовов к коррозии. Иногда упоминались и другие преимущества алюминиевых конструкций: например, особенные акустические свойства кузовов и пассивная безопасность конструкций из объемной штамповки и литья.
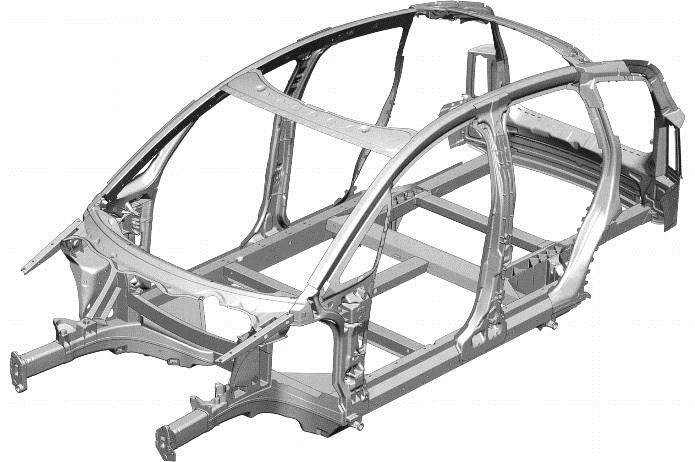
Список машин, в которых алюминиевые детали составляют не менее 60% массы кузова (не путать с полной массой машины), довольно велик. В первую очередь известны модели Audi, A2, A8, R8 и родственная R8 Lamborghini Gallardo. Менее очевидны Ferrari F430, F360, 612, последние поколения Jaguar XJ X350-X351, XJR, XF, XE и F-Pace. Ценители настоящих спортивных машин вспомнят Lotus Elise, а также соплатформенные Opel Speedster и Tesla Roadster. Особенно дотошные читатели припомнят Honda NSX, Spyker и даже Mercedes SLS.
На фото: алюминиевая пространственная рама Audi A2
Часто ошибочно к числу алюминиевых относят современные Land Rover, Range Rover, BMW последних серий и некоторые другие премиум-модели, но там общая доля алюминиевых деталей не так уж велика, а каркас кузова по-прежнему из сталей – обычных и высокой прочности. Цельноалюминиевых машин немного, и большая часть из них – это сравнительно малосерийные конструкции.
Но как же так? Почему при всех своих достоинствах алюминий не применяется максимально широко в строении кузова?
Казалось бы, можно выиграть на массе, а разница в цене материалов не так уж критична на фоне других составляющих стоимости дорогой машины. Тонна «крылатого» стоит сейчас 1 600 долларов – это не так уж много, особенно для премиальной машины. Всему есть объяснения. Правда, для понимания вопроса опять придется немного углубиться в прошлое.
Как алюминий проиграл пластику и стали
Восьмидесятые годы двадцатого века войдут в историю автомобилестроения как время, когда сформировались основные бренды на мировом рынке и создалось соотношение сил, которое мало изменилось и по сей день. Новой крови с тех пор добавили автомобильному рынку лишь китайские компании, в остальном же именно тогда появились основные тренды, классы и тенденции в автомобилестроении. Тогда же наметился перелом в использовании в конструкции машины альтернативных материалов, помимо стали и чугуна.
Благодарить за это стоит увеличившиеся ожидания по части долговечности машин, новые нормы по расходу топлива и пассивной безопасности. Ну и, традиционно, развитие технологий, которые все это позволили. Робкие попытки использовать алюминий в узлах, отвечающих за пассивную безопасность, быстро закончились внедрением лишь простейших элементов в виде брусьев для сминаемых зон и декоративных элементов, которые в общей массе кузова составляли несколько процентов.
А вот сражение за конструкции самого кузова было безнадежно проиграно на тот момент. Победу однозначно одержали производители пластика. Простая технология изготовления крупных деталей из пластика изменила дизайн автомобилей в восьмидесятые. Европейцы удивлялись технологичности и «продвинутости» Ford Sierra и VW Passat B3 с их развитым пластиковым обвесом. Формы и материалы радиаторных решеток, бамперов и других элементов со временем стали соответствовать пластиковым деталям – нечто подобное просто немыслимо изготовить из стали или алюминия.
Тем временем конструкция кузовов машин оставалась традиционно стальной. Задачу повышения прочности кузова и снижения массы выполнили переходом на более широкое использование сталей высокой прочности, их масса в составе кузова непрерывно увеличивалась, с нескольких процентов в конце семидесятых годов и до уверенных 20-40% к середине девяностых у передовых конструкций европейских марок и 10-15% у американских авто.
Проблемы с коррозией решили переходом на оцинкованный прокат и новые технологии окраски, которые позволили увеличить срок гарантии на кузов до 6-10 лет. Алюминий же остался не у дел, его содержание в массе машины даже уменьшилось по сравнению с 60-ми годами – сыграл роль нефтяной кризис, когда дороже стали энергоносители, а значит и сам металл. Где возможно, его заменил пластик, а где пластик не годился – снова сталь.
Алюминий наносит ответный удар
Проиграв битву за экстерьер, через десятилетие алюминий отыграл свое под капотом. В 90-е и 2000-е годы производители массово переходили на алюминиевые корпуса КПП и блоки цилиндров, а затем и детали подвески. Но это было только начало.
Падение цен на алюминий в девяностые годы удачно совпало с ужесточением требований к экономичности и экологичности машин. Помимо уже упомянутых крупных узлов, алюминий прописался во множестве деталей и агрегатов машины, особенно имеющих отношение к пассивной безопасности – кронштейнах рулевого управления, балках-усилителях, опорах моторов. Пригодилась и его природная хрупкость, и широкий диапазон изменения вязкости, и низкая масса.
Дальше – больше, алюминий стал появляться и в конструкции кузова. Про цельноалюминиевые Audi A8 я рассказывал подробно, но и на более простых машинах стали появляться внешние панели из легкого металла. В первую очередь это навесные панели, капот, передние крылья и двери на авто премиальных марок. Легкосплавными стали подрамники, брызговики и даже усилители. На современных BMW и Audi в передней части кузовов остался практически один алюминий и пластик. Единственное, где позиции стали пока незыблемы – это силовые конструкции.
Про минусы и коррозию
Алюминий – это всегда сложности со сваркой и крепежом. Для соединения со стальными элементами подходят только клепка, болты и склейка, для соединения с другими алюминиевыми деталями – еще сварка и шурупы. Немногие примеры конструкций с использованием легкосплавных несущих элементов проявили себя весьма капризными в эксплуатации и отменно неудобными в восстановлении.
Так, алюминиевые чашки передней подвески на машинах BMW и лонжероны до сих пор имеют сложности с электрохимической коррозией в местах стыков и проблемы с восстановлением соединений после повреждений кузова.
Что касается коррозии алюминия, то бороться с ней даже сложнее, чем с коррозией стали. При более высокой химической активности его стойкость к окислению объясняется в основном образованием защитной пленки окислов на поверхности. А этот способ самозащиты в условиях соединения деталей из кучи разных сплавов оказался бесполезен.
Сложности со сталью, которые могут изменить все
Пока алюминий захватывал новые территории, технологии производства стального проката не стояли на месте. Стоимость высокопрочных сталей снижалась, появились массовые стали горячей штамповки, антикоррозийная защита пусть и с пробуксовками, тоже улучшалась.
Но алюминий все же наступает, и причины этого понятны всем, кто знаком с процессом штамповки и сварки стальных деталей. Да, более прочные стали позволяют облегчить кузов машины и сделать его крепче и жестче. Обратная сторона медали – повышение стоимости самой стали, увеличение цены штамповки, рост цены сварки и сложности с ремонтом поврежденных деталей. Ничего не напоминает? Точно, это те самые проблемы, которые свойственны алюминиевым конструкциям от рождения. Только у высокопрочной стали и традиционные «железные» сложности с коррозией никуда не исчезают.
Еще один минус – сложности рециклинга. В век, когда вещи становятся одноразовыми, о переработке задумываются все чаще и чаще. И высоколегированные стали в этом отношении – плохой пример. Цена алюминия мало зависит от его марки, содержание в сплаве ценных присадок сравнительно невелико, а основные характеристики задаются содержанием кремния. При переплавке добавки хорошо извлекаются для дальнейшего использования. К тому же сравнительно мягкий металл хорошо перерабатывается.
А вот о высокопрочной стали подобного сказать нельзя. Пакет дорогих легирующих добавок при переработке неизбежно теряется. Более того, он загрязняет вторичное сырье и требует дополнительных расходов по его очистке. Цена на простые марки стали и высокопрочные различается в разы, и при повторном использовании железа вся эта разница будет утеряна.
Что дальше?
Судя по всему, нас ждет алюминиевое будущее. Как вы уже поняли, исходная стоимость сырья не играет сейчас такой роли, как технологичность и экологичность. Набирающее силу «зеленое» лобби способно влиять на популярность алюминиевых машин еще множеством способов, от удачного пиара до уменьшенного сбора на утилизацию. В итоге имидж премиальных брендов требует более широкого использования алюминия и популяризации технологий в массах, с максимальной выгодой для себя, разумеется.
Стальные конструкции остаются уделом дешевых производителей, но по мере удешевления алюминиевых технологий они, несомненно, тоже не устоят перед соблазном, тем более что теоретическое преимущество алюминия можно и даже нужно реализовать. Пока автопроизводители не пытаются форсировать этот переход – конструкции кузовов большинства машин содержат не больше 10-20% алюминия.
То есть «алюминиевое будущее» не придет ни завтра, ни послезавтра.
У традиционного стального кузовостроения впереди виднеется кузовостроительный тупик, избежать которого можно, только переломив тренды на всемерное упрочнение и облегчение конструкций.
Пока прогресс тормозит технологичность процессов сварки и наличие хорошо отлаженных производственных процессов, которые пока можно недорого адаптировать к новым маркам сталей. Увеличить ток сварки, ввести точный контроль параметров, увеличить усилия сжатия, ввести сварку в инертных средах… Пока такие методы помогают, сталь останется основным элементом конструкции. Перестраивать производство слишком дорого, глобальные изменения очень тяжелы для неповоротливого локомотива промышленности.
А что же стоимость владения автомобилем? Да, она растет, и будет расти дальше. Как мы уже неоднократно говорили, современный автопром развитых стран заточен под быстрое обновление автопарка и состоятельного покупателя с доступом к дешевым кредитам под 2-3% годовых. Про страны с реальной инфляцией 10-15% и зарплатами «среднего класса» в районе 1 000 долларов управленцы корпораций думают далеко не в первую очередь. Придется подстраиваться.

Вчера на форуме по А2 решил поднять тему по поводу автомобилей из алюминия. Выяснилось, что их существует в природе не так уж мало (правда по количеству выпущенных серийных авто все равно А2 будет лидером). К сожалению, в основном алюминий привлекает к себе внимание создателей спорткаров. Итак, перечень, все еще не претендующий на полноту:
Artega GT (кокпит, двери и передняя часть из алюминия, крыша и крепеж двигателя — стальные трубки, части каркаса — полиуретан)
Audi ASF (прототип Audi A8 D2)
Audi A2 (ASF=Audi Space Frame)
Audi A8 (ASF)
Audi R8 (ASF)
Audi TT (частично)
Aston Martin DB9
BMW 5er (E60, частично, GRAV)
BMW 6er (E63, частично, GRAV)
Ferrari 612 Scaglietti
Ferrari 360 Modena
Ferrari F430
Honda NSX
Jaguar XJ
Jaguar XKR
Lamborghini Gallardo (ASF)
Land Rover Defender (производится с 1948 года, рама — оцинкованное железо, навесные панели — алюминий )
Lotus Elise
Melkus RS2000
Mercedes SLS AMG
Morgan Aero 8
Opel Speedster
Spyker C8
Tesla Roadster
VW Lupo 3L (частично)
Использование алюминия в производстве автомобильного кузова — это технология, которой отдавалось предпочтение гигантами машиностроения ещё в первой половине двадцатого века. Достаточно часто автолюбителей волнует вопрос, у каких машин алюминиевый кузов. Такой интерес совсем непраздный и вызван желанием оценить характеристики корпуса транспортного средства.
Audi A2

Супер экономичный, без потери динамики автомобиль, обладает небольшими размерами, но оснащён самыми современными системами для комфорта и безопасности и передвижения.
Audi R8 (ASF)

Технологичная модель с новым взглядом на кузовостроение минимизирует вес автомобиля, благодаря чему оказывается сильное влияние на характеристику динамических показателей и уровень расхода топлива.
Aston Martin DB9

Заднеприводной четырёхместный спорткар обладает не только отличными характеристиками и эстетичным внешним видом, но и современными кузовными параметрами.
Ferrari 612 Scaglietti

Особенность данной модели представлена длинным капотом и плавно ниспадающей крышей алюминиевого корпуса, что дополнено современными технологиями, а также долговечностью автомобильного кузова.
Honda NSX

Спортивного типа автомобиль, имеющий среднемоторную компоновку, производился компанией Honda до 2005 года, но до сих пор не потерял своей актуальности и популярности.
Jaguar XJ

Машина премиум-класса — это не инновационные технологии, комфорт и роскошный внешний вид, а также отличные ходовые качества, дополненные высокой экономичностью и инженерной безупречностью конструкции кузова.
Lamborghini Gallardo (ASF)

Самая продаваемая и одна из наиболее совершенных моделей бренда Lаmborghini была презентована на известном женевском автомобильном салоне в марте 2003 года, но до сих пор сохранила свою популярность.
Lotus Elise

Популярный родстер сегодня относится к категории самых доступных по цене суперкаров на отечественном автомобильном рынке и характеризуется стильным внешним видом, а также превосходной динамикой разгона.
Melkus RS2000

Компактный спортивный автомобиль, обладающий индивидуальностью и необыкновенной харизмой, перестал выпускаться в 2012 году, чему способствовало банкротство и отчуждение производственных активов, принадлежащих компании-производителю.
Mercedes SLS AMG

Современный спорткар, относящийся к линейке крупнейшего автомобильного концерна Мерседес-Бенц, доверил разработку проекта тюнинга известной компании АМГ, благодаря чему модель получила техничный и привлекательный корпус.
Morgan Aero 8

Новинка известного британского автопроизводителя в плане стилистических решений — это иностранный родстер, обладающий уникальной внешностью, а также отменными аэродинамическими свойствами.
Opel Speedster

Несмотря на то что спрос автолюбителей на спортивный родстер был невысоким, автомобиль с такими качественными и техническими характеристиками вполне ожидаемо заслужил к себе повышенное внимание.
Spyker C8

Знаменитый «Спайкер» оснащён центральным расположением двигателя, заимствованным у известной компании Audi, что сделало модель востребованной на зарубежном и отечественном автомобильном рынке.
Tesla Roadster

Серия не стала чем-то новым в хорошо известном автомобилистам модельном ряду Tesla, но такие автомобили отличились стильным и оригинальным дизайном, а также внушительной силовой установкой.
Несмотря на то что автомобили с алюминиевыми кузовами у большинства обывателей чаще всего ассоциируются с маркой Audi, большое количество других зарубежных моделей вполне удачно совмещают такой вариант корпуса с отличными техническими характеристиками.
Источник http://starimpex.ru/raznoe/izgotovlenie-plastikovyh-detalej-avtomobilya.html
Источник http://skoda-rapid.ru/avtomobili/u-kakoj-mashiny-aljuminievyj-kuzov/