Содержание
Как выполняются работы по сварке кузова автомобиля своими руками?
 10 ноября
10 ноября 1731 просмотров
1731 просмотров комментариев
комментариев 14 рейтинг
14 рейтинг
Одним из наиболее распространенных типов работ по ремонту кузова является сварка кузова автомобиля своими руками. Порой автомашине могут потребоваться и другие работы с применением сварочного аппарата: сварка дверных петель или сварка радиаторов например.

Места сварки кузова автомобиля.
Как ремонтировать кузов автомашины?
Кузов автомашины можно охарактеризовать как ее главную составляющую часть, которая требует как можно более внимательного отношения к себе. Ему необходим регулярный своевременный уход, качественный ремонт, следует как можно чаще осуществлять проверку его состояния.
Провести сварку автомобильного кузова самостоятельно вполне возможно. Работы надо производить в условиях гаража, а исполнитель должен обладать хотя бы минимальными навыками сварочных работ. Выполнение таких задач своими руками позволит вам избежать значительных трат, которые непременно будут, если сдавать машину на СТО. Расценки на выполнение данных работ достаточно высоки.
Чтобы вручную выполнить сварку кузова автомашины, лучшим методом признано использование полуавтомата углекислотного. Аппарат осуществляет задачу при помощи проволоки.

Схема устройства сварочного полуавтомата.
В других случаях могут также применять аппарат для сварки с электродом. Но при выборе метода не следует забывать, что работать предстоит с кузовным металлом, у которого толщина 0,8-1 мм. Если вам не хочется, чтобы отверстий в металле получилось больше, чем надо, лучше выбирать вариант номер один.
Углекислотный полуавтомат предусматривает автоматическую подачу проволоки в зону сварки. Этот сварочный аппарат чаще всего используют и работники СТО, и те, кто предпочитает самостоятельно выполнять работы по ремонту кузова. Этот сварочный аппарат не только вполне доступен, но и универсален, что выгодно отличает его от прочих устройств, которые используют для кузовного ремонта. С его помощью можно сваривать листы стали с толщиной 0,8-6 мм. Надо понимать, что углекислотный автомат способен выступить в качестве замены устройства с электродами, а вот поменять наоборот их не получится. Да и сварка по качеству будет сильно отличаться, особенно если работать надо с грубым железом.
При необходимости можно освоить метод сварки с применением неплавящихся электродов. Но процесс этот получается непростым и довольно долгим, а с использованием полуавтомата сварка для авто будет удобнее и быстрее. Здесь не понадобится обладать хорошим навыком зажигания и удерживания в процессе работы дуги. Этот вид исполнения задач требует гораздо большей сноровки, а поскольку данная автомобильная сварка предполагает работу с кузовным металлом, такой выбор нельзя назвать самым удобным. Но есть и неоспоримое достоинство – это отличное качество сварки.
Используя инертный газ (аргон) вместо углекислого, можно осуществлять сваривание цветных металлов: алюминия, латуни, нержавеющей стали, прочих сплавов. При этом надо применять специальную проволоку из нержавейки или алюминия.
Можно сделать вывод, что для кузовных работ, выполняемых собственноручно, наилучший выход – сварка электрическая с использованием полуавтоматического устройства.
Как осуществляется рабочий процесс?

Схема сварки крыши кузова.
Поскольку кузовные работы не относятся к категории простых, требуют навыков и умения сконцентрироваться на процессе, необходимо как следует подготовиться к ним.
Перед тем как подключить аппарат к электричеству, убедитесь, что сеть способна выдержать такую нагрузку. Только после проверки готовьте устройство к работе.
Углекислотный автомат следует зарядить проволокой. Это надо делать следующим образом. Отделите от сварочной горелки сопло, возьмите ключ и отверните на ней наконечник. Затем установите для тока сварки необходимую полярность: для этого прижимной ролик надо немного отвести вместе с проволокой.
К примеру, если для осуществления необходимых задач вы выбираете флюсовую проволоку, на зажиме устанавливать надо «+» (плюс), на горелке при этом должен быть выставлен «-» (минус). Если проволока простая, полярность выставляйте обратную.
Следующий шаг: конец проволоки заведите вручную примерно на 20 см в падающий канал, подведите ближе прижимной ролик, при этом удерживая от осыпания проволоку. Она непременно должна попасть в канал на другом ролике.
После этого подключайте аппарат к сети и нажмите кнопку на рукояти горелки. Сначала производится подача газа, затем идет проволока и сварочный ток. Наденьте на проволоку медный наконечник, закрутите, поставьте газовое сопло. Подключите газ: установите редуктор на баллон с СО2 и соедините со сварочным аппаратом при помощи шланга.
Как осуществлять сварочные работы?

Виды сварки: 1 – сплошным швом, 2 – точечная.
Чтобы достигнуть хороших результатов, проваривание кузова лучше осуществлять стежками, длина которых 2 см, между ними соблюдайте интервал 5 см. Этот метод позволяет увеличить крепость сварочных швов по сравнению с точечным выполнением. Если варку делать стежками, это придаст кузову усиленную жесткость и уменьшит его деформирование в случае значительных нагрузок при последующей эксплуатации.
В кузове проваривать надо будет все, исключая переднюю часть: там ожидается не такая большая нагрузка. Но в некоторых автомобилях, где на перед подвески большой упор, необходимо проваривать и эту часть. Днище следует проваривать с двух сторон. Не забудьте обработать сварные швы при помощи специального грунта.
У передней части редко проваривают крылья, капот, но задняя часть стоек, швы поддона подлежат непременной обработке. После этого можно переходить к укреплению на прежних местах сидений, панелей.
Прочие работы с применением сварки
Выполнение сварочных работ производится и для прочих элементов автомобиля. Могут быть выполнены такие работы:
- сварка петель на дверцах;
- ремонт рамы автомобиля, его днища;
- работа с блоками цилиндров и их головками;
- ремонт поршней, поршневых пальцев;
- сварка выпускного коллектора и впускного;
- работа с впускными клапанами, направляющими втулками;
- ремонт радиатора автомобиля.

Схема контактно-точечной сварки.
Сварка может осуществляться при обширных повреждениях радиатора. В некоторых случаях, если образовалось небольшое отверстие, его ликвидируют при помощи метода «холодная сварка», или сваркой без сварочного аппарата. Для этого понадобится при помощи специального материала, напоминающего пластилин, замазать участок с дефектом. Сварка радиаторов или ремонт другим способом выбираются намного чаще, чем полная его замена, которая обходится как минимум вдвое дороже.
Сварка топливных баков должна осуществляться только опытным специалистом. Чаще всего баки выполняются из алюминия, который при помощи обычного сварочного инвертора не залатать, здесь потребуется работа аргоном. Перед тем как начинается сварка топливных баков, их необходимо пропаривать во избежание взрыва из-за оставшегося бензина.
Использование сварочных работ может понадобиться также для порогов автомобиля, выхлопной системы (в некоторых случаях здесь может помочь и монтажный герметик), бывает необходимой сварка петель на дверцах, капоте, багажнике.
Техника безопасности при работе со сварочным аппаратом
Собираясь выполнить сварочные работы, необходимо позаботиться о собственной безопасности. Обязательно используйте маску: без нее не выполнить такого рода работу, поскольку даже на яркую дугу без защиты смотреть будет нельзя.
Через окно маски при выполнении сварочных швов можно глядеть на плавящийся металл, осуществлять контроль за ходом работы, а лицо и глаза будут защищены от брызгающегося металла, едкого дыма и вредных излучений.
Лучше выбирать маску, оснащенную защитным электрооптическим фильтром, который управляется фотодиодами. Окно ее прозрачно, но если появляется вспышка дуги, оно немедленно затемняется, и глаза не успевают получить вредный световой удар. Степень затемнения можно менять, это обеспечивает больший комфорт при выполнении рабочего процесса.
Используйте специальный костюм: он помогает защититься от болезненных ожогов, которые нередко возникают из-за брызг раскаленного металла.
Если нет возможности обеспечить себя робой, защитите хотя бы руки при помощи краг, рукавиц.
Как варить кузов полуавтоматом
Подержанные машины при неправильном уходе покрываются коррозией. Иногда, если вовремя не устранить эту проблему, требуется полная замена отдельных частей кузова. При этом без сварочных работ не обойтись. А сварка кузова автомобиля своими руками требует навыков и хотя бы небольшого опыта.
Для сварных работ с автомобильным кузовом наиболее приемлемым вариантом является использование полуавтоматического сварочного аппарата. Это позволяет работать с любой толщиной материала: от 0,7 до 4 мм. В этот интервал укладываются как, например, более тонкие крылья, так и мощные лонжероны.
- 1 Способы соединения элементов при автомобильной сварке
- 1.1 Стыковое сопряжение
- 1.2 Соединение внахлест
- 1.3 Сварные электрозаклепки
- 2.1 Сплошной прерывистый
- 2.2 Сплошной
- 2.3 Точечный
- 6.1 Первый случай
- 6.2 Второй случай
- 6.3 Третий случай
- 6.4 Четвертый случай
- 7.1 Неправильный выбор величины тока
- 7.2 Некачественная регулировка прижима в подающем механизме
- 7.3 Небольшой расход газа
Способы соединения элементов при автомобильной сварке
Разные узлы и варианты ремонта машины с использованием сварочных работ предполагают отличающийся подход для сопряжения новых вставок со старым кузовом. Рассмотрим три основных способа установки металлических латок.
Стыковое сопряжение
Сварка кузова автомобиля полуавтоматом чаще всего проводится с помощью стыкового соединения. Таким способом не создаются дополнительные ненужные утолщения на корпусе. Используется этот метод при вваривании заплаток или небольших вставок, не подвергающихся большому усилию на разрыв.
Перед работой с латкой можно снять фаски со сторон, которые планируется приваривать.
Если толщина листа до 2 мм, то можно обойтись без фасок. Такой способ сопряжения требует более кропотливой подгонки ввариваемой детали и подготовленного участка корпуса авто. Зазоры необходимо свести к минимуму, а в идеале нужно обойтись без них. Способ применяется обычно для лицевых наружных элементов.
При выполнении этой операции сварщик должен иметь достаточно высокую квалификацию.
Работа проводится с применением сплошного точечного шва. Качественный результат не нуждается в трудоемкой рихтовке и длительной зачистке. Иногда хватает шпатлевки и затирки шва. Более толстые листы железа легче поддаются сварке, также они могут быть проварены сплошным точечным швом. Тонкий лист варить тяжелее.
Соединение внахлест
Такое соединение наиболее простое и поэтому получило большое распространение среди автомобильных сварщиков. Так, один из кусков металла накладывается на другой, при этом полностью перекрывается отверстие, которое надо залатать.

Нахлест при сварке
Метод подходит для сварки силовых конструкций: порогов, лонжеронов и т.д.
Сварные электрозаклепки
Такой способ является скорее разновидностью нахлестного соединения. При этом он схож с точечной сваркой. Его активно используют в автомобильной сварке. Например, он применяется для установки новых крыльев, усилительных накладок на каркас кузова.
Типы сварных швов
Не смотря на способы сопряжений, в каждом случае технология сварки полуавтоматом предполагает использование различных типов швов. Есть три популярных варианта швов:
Каждый из них может накладываться в любом из способов сопряжений, как при нахлестах, так и при стыковых соединениях.
Читайте также: Локальный ремонт сколов и царапин на кузове автомобиля: как убрать своими руками
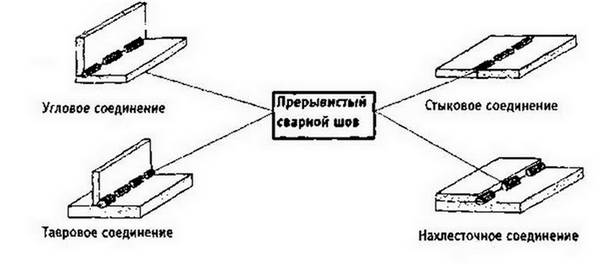
Сплошной прерывистый
Такой шов представляет собой периодическое чередование сплошных участков и незалитых металлом разрывов. Интервалы свободные от заливки исполнитель подбирает самостоятельно. Это делается для того, чтобы не «потянуло» металл ввариваемого элемента или каркасную конструкцию на автомобиле.
В этом случае уменьшается перегрев листов, что способствует незменению прочностных физических свойств стального сплава, из которого выполнены сочетаемые части.
Сплошной
Может иметь вид непрерывного «залития» расплавленным металлом, а также выглядеть как большое количество точечных сварок, расположенных очень близко друг к другу. Такой способ практически не имеет применения в автомобильной конструкции. Хотя он может использоваться практически с любой толщиной металла.
Использование такого шва уменьшает «эластичность» всей конструкции. Также могут возникнуть усталостные трещины во время эксплуатации машины.
Точечный
Название говорит само за себя. Сварка полуавтоматом и присоединение листов метала проводится с помощью сварных точек, которые распределяются вдоль линии сопряжения через заданный интервал. Расстояние между такими точками задается из технологической необходимости и может быть от нескольких сантиметров до нескольких миллиметров.
Расположение шва
Проведение работ может происходить в разных плоскостях:
- горизонтально «сварка сверху»;
- горизонтально «сварка снизу»;
- вертикальный шов.
Наиболее удобным является вариант со сваркой «сверху». При таком положении шов заливается полностью, заполняя все пустоты и щели. Менее удобный вариант вертикальных работ. В этом случае необходимо следить за тем, чтобы металл не стекал по шву.

Самый трудный способ сварки предполагает «работу снизу».
При таком положении шов получается под сопрягающимися элементами и постоянно стремится вытечь вниз. Поэтому нужно иметь навык работы в таком положении, чтобы не ухудшить качество сварки.
Подготовка материала к сварке
До начала любых сварных работ, понадобится приготовить поверхности. Для этого проводится чистка от всех видов загрязнений:
- коррозионные следы;
- слои краски и грунтовки, включая транспортировочные;
- консервационные и защитные слои покрытий;
- все виды смазочных веществ.
Наличие таких веществ может снизить качество накладываемого шва или полностью препятствовать прохождению тока по цепи.
Также происходят другие негативные последствия:
- газ, который образуется при выжигании горючих остатков, может создать пористую некачественную структуру шва;
- такие газы могут «выдувать» металл из точки сварки, при этом получается дыра, а расплавленный металл, разбрызгиваясь, может привести к ожогам;
- загрязнения выделяют большое количество дыма, что может привести к отравлениям продуктами горения или стать причиной пожара.
Поверхности должны плотно прилегать между собой.

Безопасность при работе
Для этого используются различные зажимы и фиксаторы. Также допускается временные крепления болтами или саморезами.
Регулировка сварного тока
Для начинающих сварщиков, которые не работали с тонкими листами меньше 1 мм, желательно потренироваться не на рабочих поверхностях автомобиля, а провести экспериментальную сварку ненужных тонких кусков.
Нужно придерживаться техники безопасности при сварочных работах на автомобиле:
- в качестве экспериментальных листов не нужно брать оцинкованные экземпляры, так как пары получатся ядовитыми;
- нельзя вести работы на сильном сквозняке или ветру, так как из-за этого выдувается газ из сварочной зоны, что снизит качество работ или полностью сделает их невыполнимыми.
Величина сварочного тока находится в прямой зависимости от толщины металла. Для листов небольшой толщины понадобится установить ток в диапазоне 40-60 А.
Большинство регуляторов силы тока на полуавтоматах имеет не абсолютную градуировку, а относительную. Поэтому точный показатель тока необходимо будет проверить по инструкции.
Правильность выбранного тока покажет качество сварного шва. Разное напряжение в электрической сети влияет на выходные параметры устройства. Поэтому настройка аппарата проводится в большей степени путем экспериментального подбора положений регулировочных ручек.
Читайте также: Камера для покраски автомобилей своими руками
Настройка регуляторов
Примером может послужить полуавтоматический аппарат Helvi Panther 132. На нем установлены три регулятора, влияющие на параметр тока. Два тумблера имеют лишь по два положения: «1» и «2» на первом, «мин» и «макс» на втором. Третий плавно регулирует подачу проволоки. И скорость, при которой подается проволока, зависит от величины тока. Это значит, что аппарат самостоятельно регулирует ток в зависимости от подачи проволоки.

В качестве примера можно дать настройки этого полуавтомата для разных толщин свариваемого металла. Тонкий лист хорошо «варился» на установках: «1», «макс», а плавная регулировка была на «7». Толстые листы лучше пробовать на установке: «2», «макс», «8».
При работе с полуавтоматом могут быть различные результаты сварки. В зависимости от силы тока можно получить такие итоги:

Результат сварки с разным током
Первый случай
Ток слишком мал, поэтому не происходит растекания металла по поверхности, а также деталь не прогревается, что ухудшает сопряжение. Получается отсутствие «провара». Понадобится увеличить ток.
Второй случай
Ток правильно отрегулирован, металл достаточно расплывается и заметен прогрев свариваемой детали. С обратной стороны листа заметна небольшая металлическая капля.
Третий случай
Ток больше допустимого значения. Расплавленная капля от проволоки слишком сильно «просела». На другой стороне явная крупная капля расплавленного металла.
Четвертый случай
Существенное превышение допустимого тока до такой степени, что образуются сквозные прожоги. Требуется значительное снижение силы тока до появления небольшой капли без прожигания.
Возможные проблемы при эксплуатации сварочного полуавтомата
Не все работы проводятся в штатном режиме. Из-за ошибок в эксплуатации или неисправного оборудования могут возникать нештатные ситуации.

Неправильный выбор величины тока
Когда установлен слишком большой ток, то в металле образуются прожоги. Также может образоваться капля из расплавленной проволоки, которая выступает из медного наконечника. Если такая ситуация произошла, то дополнительная подача проволоки может привести к обрыву при выходе ее из подающего устройства.
Некачественная регулировка прижима в подающем механизме
Если блокируется проход проволоки через медный наконечник, то происходит ее поломка в подающем механизме. Это свидетельствует о слишком большом прижимном усилии. При правильной регулировке проволока проскальзывает, а не ломается. Это событие свидетельствует об обратном – прижимное усилие недостаточно фиксирует проволоку.
В таком случае может происходить «прихват» в наконечнике, и не иметь отношение к величине установленного тока.
Такие же результаты бывают при слишком медленной подаче проволоки.
Небольшой расход газа
В такой ситуации необходимо правильно отрегулировать на редукторе. Можно ориентироваться на примерный расход 8-10 литров в минуту при диаметре проволоки 0,8 мм. Хотя в инструкции по эксплуатации полуавтоматов предлагают ставить до 3 литров, но на практике этого недостаточно.
Все тонкости проведения сварки кузова поврежденного автомобиля
Корпус транспортного средства состоит из отдельных компонентов, соединенных между собой. При эксплуатации на швы, соединяющие конструкцию, оказывается нагрузка. По этой причине они постепенно утрачивают прочность. Целостность авто может быть нарушена также в результате аварии. Для восстановления работоспособности применяется сварка автомобиля.

Виды сварочных аппаратов
Чаще всего подлежат ремонту кузовные детали. Прежде чем выяснить, какой сваркой варить кузов, необходимо определить, из чего он состоит. В основе корпуса машины лежат низколегированные стали, предусматривающие составе титан, или углеродные стали. Толщина материала обычно составляет от 0,6 до 0,8 миллиметров. В связи с этим для сварки авто допускаются приборы трех типов:
- ручного дугового — основным элементом является сварочный выпрямитель, обеспечивающий нижний шов;
- газового — сварочные работы выполняются при помощи горелки;
- полуавтоматического — соединение обеспечивается благодаря баллону с углекислым газом и проволоке.

Выбор сварочного аппарата зависит от целого ряда факторов. Самостоятельно производить сварочные работы можно при наличии специального опыта или образования.
Сварка полуавтоматом
Сварка полуавтоматом признана наилучшим универсальным методом соединения компонентов транспортного средства. Этот метод эффективен при восстановлении ржавого покрытия. Полуавтомат позволяет создать и приварить заплатку. Для сварки используется специальная проволока. С ее помощью можно соединить металлические листы толщиной до шести миллиметров.
Полуавтоматический сварочный аппарат обеспечивает комплекс преимуществ:
- высокая прочность соединений;
- возможность монтажа заплатки на металл, пораженный коррозией;
- выпрямление вмятин.

Варить автоматом просто, поэтому оборудование допускается к самостоятельному использованию. Полуавтоматический сварочный прибор при работе устраняет кислород, в результате чего металл плавится, но не сгорает. При необходимости углекислотный автомат можно использовать для соединения алюминиевых или нержавеющих деталей.
Как варят инвертором
В основе инверторного сварочного аппарата лежит высокочастотный электрический ток. В домашних условиях и сервисных центрах аппарат применяется со времен СССР. Этот способ используется, если сваривается:
- бампер;
- дополнительные рамы;
- задние и передние лебедки;
- бычьи планки;
- противотуманные фары (при перемещении их на крышу транспортного средства).

Инвертор обеспечивает высокую скорость выполнения задачи, прочность и надежность швов. Использование этого прибора с электродом допускается, если толщина свариваемого листового металла составляет от 3 миллиметров.
Сварочные работы инвертором должны осуществляться в очищенном помещении. Если в процессе сварки на шов попадет влага или пыль, показать его прочности уменьшится.
Подготовка полуавтомата к работе
Прежде чем использовать полуавтоматический сварочный аппарат, выполняются подготовительные работы и настройка. Сварочные работы своими руками требуют тщательного подхода, поскольку можно нанести вред оборудованию.
Сварка кузова проводится в несколько этапов. На первом этапе осуществляется подготовка необходимых инструментов. Список состоит из:
- полуавтоматического сварного аппарата;
- специальной сварочной проволоки;
- наждачной бумаги крупного типа;
- редуктора, регулирующего давление;
- баллона с углекислым газом.
Эти элементы чаще всего используются при сварке своими руками.

При помощи наждачной бумаги выполняется очистка поверхности от загрязнений. Зоны сварки для авто необходимо плотно прижать друг к другу. Для осуществления этой задачи используются:
- зажимы;
- временные болты;
- саморезы.
На следующем этапе соединяются баллон и редуктор с углекислым газом. Проволока закрепляется так, чтобы ее конец проходил через механизм подачи. Предварительно откручивается сопло.
В зависимости от используемой модификации сварочного прибора может дополнительно потребоваться настройка регуляторов тока и скорости, с которой подается проволока.
Полярность настраивается в зависимости от того, какая проволока используется:
- для электродержателя — плюс;
- для горелки — минус.
При использовании медной проволоки, полярность меняется.
Сварочная проволока
Чтобы варить полуавтоматом, нужно выбрать проволоку, которая будет иметь аналогичный диаметр. Сварка полуавтоматом осуществляется вместе с медной проволокой. Для работы применяется специальная проволока, продающийся в магазинах автозапчастей, а не стандартный аналог.
Если используемая проволока не изготовлена из меди, она должна иметь медное покрытие. Этот элемент обеспечивает:
- бесперебойный электрический контакт;
- заменяет сварочный флюс.

Необходим материал с толщиной от 0,3 до 3 миллиметров. Если прибор применяется без углекислого газа, готовим проволоку, в состав которой входит флюс. Этот элемент обеспечивает защиту и повышает качество сварки. Но такой материал стоит дороже, чем обычная проволока. При использовании стандартной проволоки, потребуется настраивать полярность.
Выбирая проволоку, нужно убедиться, что ее диаметр подходит сварочному наконечнику.
Виды соединений сварных элементов
Прежде чем определиться, как правильно варить, следует узнать, какие швы существуют. Свариваемые соединения, благодаря которым обеспечивается сварка кузова авто, делятся на два вида: стыковые и угловые. Соединения встык однотипные. Обычно эти соединения используются, если ремонт кузова выполняется из неровных деталей. В связи с этим сварной шов может иметь непрерывную или прерывистую траекторию. Для приваривания деталей встык через прокладку используются сварные электрозаклепки. Они бывают:
- выпуклыми;
- нормальными;
- вогнутыми.

Это метод точечной сварки, предполагающий проделывание в детали небольших отверстий на расстоянии 0,5-2 см друг от друга. Через них обеспечивается соединение элементов. Иногда метод может использоваться для соединения внахлест.
Угловые соединения в автомашине подразделяются на три подвида:
- внахлест – свариваемые детали расположены параллельно, и частично перекрывают друг друга;
- угловые – свариваемые детали размещены под углом по отношению друг к другу, и соединены в местах соприкосновения краев;
- тавровые – одна из деталей торцевой частью примыкает к боковой поверхности другой детали.
При наличии серьезных повреждений сварочные кузовные работы осуществляются с использованием различных способов соединения деталей.
Сварной шов
При наличии большого количества повреждений сварка кузова обычно выполняется четырьмя способами:
- односторонним – применяется, когда деталь необходимо проплавить по всей длине;
- двухсторонним – продолжение предыдущего действия, предполагающее устранение корня шва, и сваривание с другой стороны;
- однослойным – применяется для соединения однопроходным способом небольших элементов;
- многослойным – используется, если соединяются детали, имеющие большую толщину.

Для авто важную роль играет расположение шва. Если поврежденные зоны находятся в разных местах покрытия, рекомендуется пользоваться точеной сваркой. Точечный метод обеспечит равномерное восстановление покрытия без необходимости полноценной обработки поверхности.
Расположение шва определяет, какой метод соединения оптимально использовать. Иногда применяется комбинированный способ, объединяющий сплошной прерывистый шов. Сплошной тип используется при соединении габаритных компонентов или наличии повреждений большого размера.
Выполнение
После настройки сварочный аппарат подключается к сети, и подносится к зоне соединения деталей. Следует учесть расположение шва. Если шов имеет большую длину, необходимо первоначально закрепить его точечной сваркой в разных местах. Затем для соединения используется сплошной прирывистый метод сварки. Точечный — закрепляет основу, сплошной — обеспечивает полноценное соединение.
Следует проверить, возникают ли на сопле металлический брызги при сварке машины. В случае обнаружения, для устранения рекомендуется использовать наждачную бумагу. Если этого не сделать, возникает вероятность поломки сопла.

Прежде, чем соединять компоненты сплошной сваркой, нужно убедиться, что они ровно сидят. После завершения сварочных работ, шов нужно зачистить и обработать средствами против коррозии. В противном случае его эксплуатационный период уменьшится. Для выполнения этой задачи используется автомобильный шовный герметик. После нанесения требуется разравнивание и покраска. Внутренняя сторона шва обрабатывается пневматическим распылителем консервантов.
Возможные проблемы
Кузовные сварочные работы не всегда осуществляются без сопутствующих проблем. Трудности могут возникать даже у опытных сервисных работников. В список самых распространенных проблем входят:
- Неправильный выбор величины тока. Возникает, если показатель подачи тока превышает норму. По этой причине появляются ожоги, восстановить которые может только переварка.
- Проблемы с подающим механизмом. Возникают, если проволока была зафиксирована неправильно. Сварка полуавтоматом в нормальном состоянии осуществляется с проскальзывающей проволокой. Если она ломается, была допущена ошибка.
- Недостаточный расход газа. Возникает, если подача газа была настроена с ошибкой. Проблема устраняется в редукторе автомобилей.

Чтобы минимизировать риск возникновения проблем, перед сваркой проверяется работоспособность оборудования.
Средства безопасности
Сварка кузова осуществляется в специальной негорючей одежде. Дополнительными средствами защиты снижают риск нанесения вреда рукам и лицу. Это выполняется при помощи рукавиц и защитной маски. Желательно, чтобы одежда покрывала все тело. Необходимо свести к минимуму количество впадин, кармашков, складок, и других зон, куда может попасть капля сварки.
Если процедура выполняется на металлическом полу, для повышения безопасности при работе рекомендуется подложить резиновый коврик или одеть галоши.
Прибор для сварки заземляется в обязательном порядке. Возможность работы допускается только с аппаратами с режимом автоматического выключения в случае непредвиденной ситуации.
В помещении должна работать качественная вентиляция. При выполнении сварочных работ выделяются газы, способные нанести вред здоровью человека. Можно воспользоваться помощью специальной вытяжной системы. Это условие позволит свести риск отравления к минимуму.
Источник http://expertsvarki.ru/tehnologii/svarka-kuzova-avtomobilya-svoimi-rukami.html
Источник http://yes-cars.ru/1579-svarka-kuzova-avtomobilya-poluavtomatom-svoimi-rukami-tekhnologiya-i-rekomendatsii.html
Источник http://infokuzov.ru/remont/svarka-kuzova