Содержание
Лужение автомобиля оловом – Лужение и пайка кузова автомобиля

В этой статье мы рассмотрим как осуществляется лужение и пайка кузова автомобиля.
Лужение и пайка кузова автомобиля применялись при изготовлении и ремонте автомобилей с середины 1930-х годов. Свинцовый припой использовался при массовом производстве автомобилей для нанесения на сварочные соединения внахлёст крыши и задних крыльев. Нанесение припоя на кузов долгие годы, до появления автомобильной шпаклёвки, оставалось традиционным методом ремонта повреждённого кузова автомобиля (см. статью об истории изобретения и развития шпаклёвки). Процесс состоит в нанесении специального припоя на панели кузова, чтобы заполнить неровности, герметизировать и замаскировать сварочные соединения, а также запаять отверстия. В то время, как в современном кузовном ремонте чаще всего применяется шпаклёвка, при реставрации классических автомобилей по-прежнему используют припой. На самом деле, и лужение и шпаклёвка имеют свои преимущества и недостатки. Главными недостатками применения припоя для ремонта кузова являются сложность его нанесения и нагрев кузова. Слишком сложного в этом процессе ничего нет, но требуется соблюдать некоторые правила и приобрести навык. При правильном воздействии горелки нагрев получается достаточно щадящим. Даже краска с обратной стороны может остаться целой. Шпаклёвка в этом смысле выигрывает, так как наносится на поверхность легче припоя. По характеристикам припой во многом превосходит шпаклёвку. Его преимущества мы рассмотрим в этой статье ниже.
Припой размягчается нагревом и наносится на поверхность, подготовленную лужением. После остывания образуется прочная связь припоя с поверхностью металла.
Нанесение припоя на кузов может потребоваться там, где сложно или невозможно использовать другие методы ремонта. Припой удобно применять, когда металл слишком толстый для рихтовки и отсутствует доступ с обратной стороны панели. Припой можно использовать на местах, где возможно небольшое движение металла при эксплуатации автомобиля и шпаклёвка может треснуть (сварочное соединение). Припой хорошо герметизирует сварочный шов и гарантирует его коррозионную устойчивость. Также, при использовании кузовного припоя, толщина слоя не так критична, как при применении шпаклёвки. Припой хорошо подойдёт для мест кузова, где нужно сформировать кант.
Преимущества лужения и пайки кузова
- Припой держится на поверхности лучше шпаклёвки. Прочность на разрыв (сила, требуемая, чтобы отделить припой от металла, на который он нанесён) составляет 423 бара. Это очень высокий показатель.
- Даже толстый слой припоя не даёт усадки, в отличие от шпаклёвки.
- Припой имеет лучшую эластичность и прочность, чем автомобильные шпаклёвки. Свинец хорошо гнётся вместе с металлом, на который он нанесён, поэтому не трескается.
- Припой не потрескается и не отслоиться при ударе, как это бывает со шпаклёвкой.
- Припой является водонепроницаемым. Шпаклёвку же нельзя назвать полностью водонепроницаемой.
- Припой может выдерживать высокие температуры, поэтому может применяться при ремонте и последующем нанесении порошковой краски.
- Ещё одним большим преимуществом припоя над шпаклёвкой является то, что не стоит беспокоиться о времени его затвердевания. Можно добавлять дополнительный припой прямо на уже нанесённый слой. Нужно только разогреть поверхность и новый припой и добавить его. Не нужно полностью расплавлять уже нанесённый слой.
Виды припоев для ремонта кузова
- Существуют разные типы припоев. Для ремонта кузова чаще применяются мягкие (легкоплавкие) припои. Они продаются в виде стержней, длинной 45 см, разной толщины. В целом, они классифицируются как припои с содержанием свинца и без содержания свинца (lead free). Первый тип припоя применялся много лет из-за его лёгкости использования. Однако он был запрещён в некоторых странах для применения в массовом производстве, по причине вреда здоровью и окружающей среде. Однако, свинцовый припой, по-прежнему используется частными лицами и его можно встретить в продаже. Многие мастера предпочитают использовать именно свинцовый припой.
Что такое флюс? Какой флюс использовать для лужения кузова?
- Цель флюса – облегчать процесс пайки и обеспечить прочность соединения припоя с металлом кузова. Одной из преград для достижения успешной пайки является нечистота поверхности (загрязнения и окисление). Загрязнения могут быть удалены механической чисткой, но окисление увеличивается при увеличении температуры, что ухудшает прикрепление припоя к ремонтной поверхности. Металл имеет тонкий слой оксидов или сульфидов, каким бы чистым он не выглядел. Флюс предназначен для того, чтобы убрать этот слой и должен предотвратить формирование нового оксидного слоя во время нанесения припоя. Флюс не только предотвращают окисление, но и обеспечивают химическую чистку и выполняет смачивающую функцию, сокращая поверхностное натяжение расплавленного припоя, помогая ему лучше растекаться по поверхности. Таким образом, припой не прилипнет на не подготовленную металлическую поверхность, он будет собираться в шарики. На подготовленной поверхности припой нормально растекается и прилипает.
- Для лужения кузова применяется флюсовая паста. Она представляет собой некое подобие первичного грунта. В её состав входит кислота (хлорид цинка или соляная кислота) и припой в виде порошка. Кислота химически очищает поверхность и удаляет окисление, переводя его в растворимую соль, а порошок одновременно въедается в металл, оставляя очень тонкий слой (олова или олова со свинцом), который улучшает адгезию припоя при нанесении на ремонтную область.
- После нанесения, пасту нужно нагреть и стереть остатки тряпкой.
- Флюсовая паста активирована кислотой (хлорид цинка или соляная кислота), и её остатки требуется удалить после завершения нанесения припоя. Если флюс основан на соляной кислоте, то нейтрализовать её можно водой с содой, а потом обмыть чистой водой. Если флюс содержит хлорид цинка, то для нейтрализации потребуется ацетон. Также, можно использовать средство дихромат натрия.
- Частицы от флюсовой пасты могут оставаться в порах и мелких углублениях сварочного шва, что может стать причиной коррозии. Поэтому, перед лужением и нанесением припоя, нужно, чтобы отверстия и углубления были заварены.
Какие инструменты и материалы нужны для лужения и пайки кузова?
- Существуют специальные наборы, в которые входит сам припой, флюсовая паста, инструменты для выравнивания нанесённого припоя и инструкция. Также, все принадлежности можно купить по отдельности.
Лужение и пайка кузова автомобиля
Свинец не желательно применять на тонком металле или быть осторожным, чтобы не перегреть тонкий листовой металл, тем самым, ослабив его. Тепловой деформации могут подвергаться особенно плоские панели, так как имеют меньшую жёсткость, в сравнении с выпуклыми формами и панелями, имеющими рёбра жёсткости.
Процесс лужения и пайки кузова (нанесение припоя):
- Сначала поверхность должна быть очищена от краски и возможной ржавчины. Используйте нейлоновый зачистной круг, который не удаляет металл при чистке. Зачищайте поверхность минимум на 5 см с запасом по краям. Протрите поверхность обезжиривателем или ацетоном.
- Нанесите кистью флюсовую пасту для припоя на ремонтируемую область с запасом по краям.
- Далее поверхность с нанесённой пастой разогревается пропановой горелкой (или другим источником пламени или горячего воздуха) до момента, когда приобретёт серебристо-коричневый пенистый вид. Когда это произойдёт, возьмите чистую хлопковую тряпку и вытрите излишки флюса. Чистой хлопковой тряпкой нужно разровнять слой и стереть остатки флюса. Должно получиться ярко-серебристое покрытие. Важно не перегревать пасту для лужения, иначе паста будет сожжена и её придётся счищать и наносить заново. Пламенем нужно водить, не задерживаясь на одном месте. Нужно использовать только кончик пламени.
- Можно применить другой метод лужения металла кузова. Нужно нагреть панель (не докрасна). После разогрева поверхности используйте медную мочалку для посуды, чтобы нанести флюсовую пасту. Удерживая плоскогубцами или зажимом для сварки, её нужно намокнуть во флюсовую пасту и начать протирать нагретую поверхность, продолжая поддерживать нагрев панели пламенем. После лужения, остатки от флюса нужно тщательно смыть с поверхности раствором горячей воды с содой.
- Нужно предварительно подготовить деревянный блок для разравнивания нанесённого припоя. Если он не новый и уже использовался, то нужно убрать остатки состава, предотвращающим прилипание к припою, который был на него нанесён в прошлый раз. Для этого можно отшлифовать его крупнозернистой шлифовальной бумагой. Подошва блока должна быть чистой и ровной. Далее его нужно смазать жиром (или пчелиным воском), чтобы он не прилипал к припою, а легко скользил по его поверхности. В процессе работы, может понадобиться снова нанести смазку.
- Технология нанесения припоя может быть разной. Можно нагреть панель и припой и нанести его на поверхность горками в нескольких местах. Потом снова нагреть эти горки и разровнять деревянным блоком. Есть другой способ. Нужно разогреть поверхность кузова, поставить стержень припоя под углом 45 градусов к поверхности и разогреть его кончик до момента, когда он начнёт плавиться. Далее нужно наплавлять припой полосками, двигая припой вдоль поверхности.
- После нанесения полосок нужно снова разогреть припой и начать разравнивать деревянным блоком, поддерживая нужную температуру.
- При обработке большой площади, можно удерживать в руке несколько стержней припоя. Как и в случае со шпаклёвкой, наносить припой нужно немного дальше повреждённой области и выше общего уровня всей панели, с запасом. Лучше потом срезать напильником излишек припоя, чем добавлять его после застывания. При работе на вертикальных поверхностях правильный нагрев припоя наиболее важен. Не страшно, если припой при разогреве и нанесении будет немного капать. Нужно просто немного увеличить расстояние пламени от поверхности.
- Следующим шагом, после остывания припоя, нужно очистить поверхность раствором соды в воде, чтобы нейтрализовать остатки флюса, а также стереть остатки масла от выравнивающей лопатки или блока. Этот этап особенно актуален, если остатки флюса стирались простой тряпкой (см. пункт №3). Смешайте пищевую соду (2 или 3 столовые ложки) на 1 литр воды и нанесите губкой, тряпкой или скотч-брайтом (чтобы оттереть въевшийся от нагрева флюс), тщательно вымойте поверхность этим средством, потом высушите феном или сжатым воздухом. После этого обработайте наждачной бумагой на сухую и покройте кислотным грунтом. После этого нужно обмыть поверхность чистой водой. Далее можно продуть поверхность, протереть обезжиривателем или ацетоном.
- Далее используйте специальный кузовной напильник, чтобы выровнять припой по форме панели. Более подробно о применении напильника можете прочитать в статье “рихтовка своими руками”. После обработки напильником, поверхность становится достаточно гладкой. Припой срезается напильником гораздо быстрее, чем прилегающая поверхность, поэтому периодически проверяйте форму припоя, чтобы не срезать лишнего. При обработке напильником, двигайте его диагонально вдоль ремонтной поверхности, приподнимая переднюю часть напильника. Если обрабатываете припой со свинцом шлифовальной бумагой, то лучше не использовать размер абразива меньше p80, чтобы пыль от шлифования не была слишком мелкой. Напильником нужно двигать наискосок, чтобы зазубрины и края не врезались в припой и не оставляли царапин. Обработка шлифовальной машинкой не должна производиться, так как образуется и поднимается в воздух токсичная пыль, которая вредна для здоровья, а также может прилипнуть к припою и вызывать коррозию.
- При необходимости, можно нанести тонкий слой шпаклёвки, чтобы довести поверхность до идеала. Для повышения адгезии перед шпаклеванием или грунтованием акриловым грунтом, на поверхность с нанесённым и обработанным припоем можно нанести эпоксидный грунт (см. статью “эпоксидный грунт, применение”).
Запайка отверстий
- Заваривание отверстий влечёт за собой тепловую деформацию (металл утолщается и стягивается), что может потребовать последующей рихтовки. Заделывание усиленной шпаклёвкой даст лишь временный результат. Припой может заполнить отверстие и послужить хорошей альтернативой сварке.
- При запайке большого отверстия, можно немного утопить металл вокруг него, чтобы припой его заполнил с запасом и держался не только на кромках отверстия. Также, можно рассверлить отверстие сверлом для зенковки по металлу нужного размера, либо обработать кромку отверстия круглым надфилем, чтобы она располагалась наискосок. Так припой будет лучше держаться на кромке.
- Также, при заполнении большого отверстия, можно на обратную сторону наклеить алюминиевый скотч, который послужит основой для припоя. Чтобы клеящий состав скотча не повлиял на качество ремонта, нужно вырезать из этого же скотча сегмент, размером чуть больше отверстия и наклеить на скотч (блестящей стороной наружу), который будет приклеиваться с обратной стороны отверстия. Для удобства можно пометить центр, который должен будет совпасть с отверстием. Таким образом, получится двойной блестящий скотч. Далее нужно наклеить всю эту аппликацию с обратной стороны отверстия. Чтобы не перегревать металл, можно лудить металл вокруг отверстия и его кромку паяльником, а также расплавлять припой тоже паяльником.
- Подобным способом можно ремонтировать сквозные отверстия от ржавчины, если вокруг них металл крепкий. Нужно предварительно обработать ржавые кромки отверстия и немного утопить металл вокруг.
- Мелкие отверстия можно заполнять припоем, который используется для пайки электроники.
- При заделке отверстий припоем, остатки флюса с обратной стороны панели могут вызывать ускоренную коррозию металла. Поэтому, остатки флюса лучше удалить горячей водой с содой как с лицевой, так и с обратной стороны.
Поделиться “Лужение и пайка кузова автомобиля”
Ещё интересные статьи:
Кузовной ремонт — когда и как применяется лужение — журнал За рулем
Лужение кузова применяют, в основном, при реставрационных работах. Однако в определенных случаях оно поможет и снизить затраты, и продлить жизнь деталей, пострадавших от ржавчины или в аварии.
Материалы по теме
Лужение — нанесение расплавленного оловянного сплава на поверхность металла. В прошлом это был единственный способ качественно герметизировать сварные швы на автомобильном кузове. Но с развитием технологий кузовостроения и появлением современных материалов, в первую очередь шпаклевок, лужение перешло в разряд специфических ремонтных услуг.
В отличие от реставрации редких автомобилей, когда кровь из носу необходимо сохранить родные кузовные элементы, на обычных машинах ремонт сводится к замене пострадавших деталей или перевариванию их частей. И если есть доступ к сварным швам с обеих сторон, шпаклевка герметизирует их не хуже олова. Однако при очень толстом (больше 1 мм) слое возрастает риск растрескивания шпаклевки, будь это зона сварного шва или выправленной вмятины. Ведь кузов «играет», да и никто не застрахован от очередного внешнего механического воздействия. Вдобавок любая шпаклевка дает усадку.
Олово лишено этих недостатков. Оно значительно прочнее, но при этом пластично, поэтому обеспечивает более высокую механическую связь с поверхностью детали. Помимо выравнивания олово усиливает металл, ослабленный после удаления ржавчины или правки серьезных вмятин. Но в большинстве случаев достоинства лужения перечеркиваются высоким ценником на работы и нецелесообразностью обеспечения столь высокого качества ремонта. Однако бывают и исключения.

Лужение. Как продлить жизнь своего автомобиля
Лужение – процесс нанесения тонкого слоя припоя (сплав олова со свинцом) на обрабатываемую поверхность. Для устранения на наружных поверхностях небольших неровностей, мелких вмятин и царапин применяют наплавку припоем ПОС–25 или ПОС–30 (цифры показывают процент содержания олова в припое).
Чистым оловом не лудят, так как при низкой температуре оно превращается в порошок. Чистым свинцом тоже нельзя лудить, так как свинец плохо смачивает металл и позже может стать причиной коррозии.
Оловянно-свинцовые припои, будучи мягкими соединениями, плавятся при температуре 190–300 °C.
Прежде чем приступить к лужению, поврежденную поверхность подготавливают соответствующим образом, очищая ее от лакокрасочного покрытия, следов коррозии, налетов жира. Делается это одним из двух способов: механическим – с применением стальных щеток, шаберов и абразивных материалов, или химическим – с обработкой поверхности 25-процентным раствором серной кислоты. Обработку ведут до появления металлического блеска.
После этого обработанную поверхность промывают водой. Далее паяльником наносят тонкий слой пруткового припоя.
Паяльник и отдельные участки поверхности разогревают паяльной лампой, прижимая пруток припоя к месту пайки. Наносимого припоя должно быть достаточное количество – этим достигается более качественное формование поверхности, а значит, исключается необходимость в дополнительном лужении.
Далее приступают к разогреванию всей поверхности и это делают до тех пор, пока нанесенный припой не приобретет вид однородной кашеобразной массы, которую можно перемещать с участка на участок для формования поверхности. При этом не перестают следить за пламенем паяльной лампы, так как при перегреве припой начнет капать, а этого допустить нельзя. Но если уж такое случилось и припой потек, то, пользуясь лопаткой из твердого дерева, пропитанного маслом, с гладкой поверхностью, можно предотвратить его стекание и при формовании поверхности придать ей желаемые переходы.
Припой не следует также нагревать слишком долго. Формование поверхности желательно завершить как можно быстрее, пока припой не превратился в очень хрупкую массу. Если желаемая форма в грубом виде получена, приступают к обработке поверхности рихтовочным напильником и шлифовальным устройством.
Значительно лучше процесс лужения идет не с прутковым припоем, а с порошкообразным, который готовят из пруткового припоя, расплавляя его в металлической посуде. Полученную массу охлаждают на воздухе.
Как только масса приобретет серый цвет и станет рассыпаться, ее перекладывают в грубый брезент, растирают и просеивают. Подготовленную поверхность нагревают, чтобы порошкообразный припой пристал к ней. Работу ведут с паяльной лампой, лопаточкой, смоченной в отработанном масле, и волосяной кистью.
После устранения местных повреждений грубой правкой целесообразно выровнять поверхность панели припоем.
Небольшие неровности и углубления заполняют припоем, разглаживая его сначала лопаточкой, а затем волосяной кистью, чтобы поверхность была ровной и блестящей.
После отвердения припоя деталь протирают мокрым песком, промывают и сушат. Излишки припоя с лицевой стороны детали устраняют рихтовочным напильником.
Для заделки проржавевших мест можно использовать и такую технологию. Обрезать ножницами края отверстия, подогнуть их немного внутрь и облудить припоем. По контуру отверстия с запасом на погнутую часть металла вырезать из латунной фольги толщиной 0,2 мм заплату. Облудив ее, припаять к краям отверстия, зашпаклевать и окрасить отремонтированное место.
Поделитесь на страничке
Лужение и пайка кузова в Москве
Лужение кузова это очень эффективная проверенная временем технология по восстановлению отдельных кузовных деталей и узлов. По сути дела используется свинцово – оловянная пайка. Выравнивающий материал. В разогретом виде припой дает возможность полностью заполнить места сварки и технологические стыки. С появлением современных материалов данная технология стала постепенно отступать, тем не менее, есть места, где без пайки не обойтись. Тем более, что лужение упрочняет конструкцию в разы.
Лудить кузов автомобиля
Лудить кузов автомобиля приходится очень часто мастерам, занимающимся реставрацией. Это трудоемкая и очень ответственная работа.
Рассмотрим основные этапы:
- Подготавливаем деталь. Очищаем поверхность от всего лишнего — до металла. Как правило, используем пескоструй. Места глубокого залегания ржавчины обрабатываем специальной шлейф машинкой. Очень важно — именно на этом этапе удалить всю ржавчину. Хорошо подготовленная деталь это залог успеха.
- Наносим флюс на подготовленную деталь. Это нужно для предотвращения окисления. Когда будем наносить припой.
Флюс это специальный состав – хлористый цинк. Получают путем растворения цинка в соляной кислоте.
После такой обработки деталь необходимо промыть. Это поможет предотвратить негативное воздействие кислоты.
- Лужение кузова – производится путем нагрева припоя. Для этого используем автоген или паяльник. При нагреве свинцово-оловянный материал становится жидким. В таком состоянии его наносят на деталь. Для нанесения припоя используют ветошь пропитанную флюсом или деревянную лопатку. Места лужения, где олово уже застыло, удобно ровнять паяльником.
Припой бывает разных видов. Это стержни, бруски или порошок. Для разных ситуаций.
- После нанесения паяльного материала, шлифуем места лужения. Учитывая то, что припой это все таки, металл используем напильники, болгарки и мощные полировальные машинки.
Пайка кузова
В нашей мастерской, кузовного ремонта, мастера-реставраторы активно используют технологию пайки кузова. С высоким качеством восстанавливают детали пораженные временем и коррозией.
Что такое лужение: технология процесса, инструменты, пасты
Лужение – это технология антикоррозийной защиты металла от взаимодействия с окружающей средой. Роль барьера выполняет тонкий слой олова или сплавы на его основе. Защитная металлическая пленка, наносимая на заготовку, называется «полуда». В некоторых случаях данный метод используют в качестве подготовительной процедуры перед паяльными работами.
В статье можно найти развернутый ответ на вопрос, что такое технология лужения. Также будут рассмотрены способы выполнения обработки и особенности технологического процесса.
Назначение и преимущества
Лужение металла оловом применяется в следующих отраслях промышленности:
- Электроника и радиотехника. Олово защищает платы от коррозии.
- Авиация и машиностроение. Многие элементы конструкции станков и летательных аппаратов подвергают обработке.
- Кабельно-проводниковая. Помимо резиновой изоляции олово предохраняет металлические проводники от воздействия серы, которая содержится в резине и пластике.
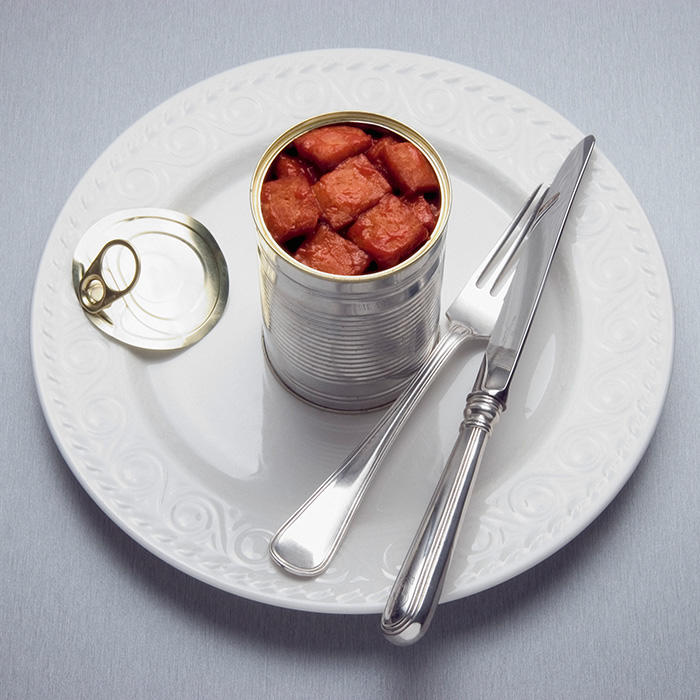
- Пищевая. Практические все кухонные принадлежности, имеющие отношение к приготовлению пищи, защищают с помощью специального пищевого олова, которое не несет угрозы для здоровья человека. Также оловом покрывают емкости, предназначенные для изготовления консервов: это увеличивает срок их хранения – многие солдаты срочной службы помнят советскую тушенку пятидесятых годов, которая до недавних пор находилась на военных складах как неприкосновенный запас.

Оловянное покрытие используют в качестве средства предварительной обработки подшипников перед их заливкой баббитом. Также лужение – неотъемлемая часть технологической цепочки выполнения беззазорного соединения, которое называют фальцевым швом.
Однако наибольшую популярность технология лужения приобрела в качестве средства для предварительной подготовки перед пайкой. Это обусловлено следующими причинами:
- Производительность. Современные технологии позволяют выполнить лужение большого числа элементов за короткий промежуток времени – недаром его активно применяют на массовом производстве.
- Надежность. Химическая инертность олова обеспечивает надежную защиту от влаги, солей и органических кислот.
- Стойкость покрытия. Олово и его сплавы обладают высокой адгезией к любой к металлической поверхности. Пластичный слой не разрушается под действием механической обработки детали.
- Термостойкость. Луженое покрытие выдерживает значительные перепады температур.
Металлы и сплавы для лужения
Технология обработки металлических поверхностей зависит от типа базового материала. Например, лужение алюминия выполняется чистым оловом, без посторонних примесей. Металл необходимо предварительно нагреть до 180 °C, после чего приступают к покрытию изделия. Для обработки алюминиевых элементов запрещено применять какие-либо флюсы.
Для лужения применяют следующие металлы и сплавы:
- Олово и оловянные сплавы. В природе отсутствует олово в чистом виде. Оно встречается в виде соединений с серой, сурьмой, медью, железом и прочими элементами, которые влияют на технические характеристики элемента. Мышьяк или сурьма делают олово хрупким, а высокое содержание меди повышает твердость, но снижает пластичность. Существует несколько сплавов, применяемых при выполнении работ. Они отличаются сферой использования. Сплавом, который содержит олово, никель и железо, покрывают продукцию для пищевой промышленности. Комбинацией олова, свинца и цинка лудят заготовки из металла или стали. Для декоративной обработки применяют смесь олова и висмута. Данный сплав придает поверхности яркий блеск.
- Хлористый цинк. Применяют в качестве флюса при лужении и пайке. Он выпускается в виде кусков или брусков небольшой величины. В промышленных масштабах хлористый цинк получают путем обработки чистого металла соляной кислотой.
- Двухлористое олово. Является базовым компонентом при лужении электрохимическим методом.
В качестве вспомогательных материалов используют хлористый аммоний и едкий натр.
Основные способы лужения
Существуют два метода нанесения защитного покрытия:
- горячий;
- гальванический.
Рассмотрим их подробнее.
Горячее лужение

Горячее лужение считают классическим способом, поскольку именно с него начиналось развитие технологии. В зависимости от условий выполнения работ защитный слой может быть нанесен двумя методами:
- Погружение. Заготовку опускают в резервуар с оловом, нагретым до рабочей температуры.
- Растирание. Сплав наносят непосредственно на подготовленную деталь, после чего равномерно распределяют по всей поверхности.
Горячий способ отличается своей простотой. Для выполнения работ не нужно приобретать специального инструмента или обладать профессиональными знаниями. Основной недостаток – неравномерное покрытие заготовки. Это справедливо как для погружения, так и для растирания. Особенно ярко он проявляется при обработке деталей со сложной криволинейной поверхностью.
Кроме того, данный способ особенно требователен к чистоте рабочего сплава. Чужеродные элементы, попадающие в рабочую смесь, удалить практически невозможно.
Гальваническая обработка
Гальваническое лужение – современный способ нанесения покрытия. Раствор при гальванической обработке может иметь щелочную или кислотную основу. Независимо от типа электролита катализатором процесса является электрический ток, который активизирует рабочий процесс. К положительным сторонам рассматриваемого метода относят:
- равномерное распределение сплава по всей плоскости;
- толщина слоя регулируется с помощью изменения параметров тока;
- отсутствуют ограничения по сложности поверхности обрабатываемых изделий;
- экономный расход смеси;
- защитный слой обладает лучшими параметрами.
Единственный минус данного способа – высокая себестоимость, поскольку рабочий процесс сопровождается большим расходом энергии, а для контроля необходимо постоянное присутствие специалиста высокой квалификации.
Технология лужения металла
Процесс лужения разделяют на два этапа:
- Предварительная подготовка поверхности.
- Обработка изделия.
Технология выполнения работ такова, что малейшая небрежность на любом этапе окажет сильное влияние на результат. Некачественная подготовка изделий влияет на адгезию слоя олова, покрывающего металл: он прослужит гораздо меньше положенного срока. При ошибках в процессе обработки металла слой полуды не будет иметь заданной толщины и не сможет справиться с поставленными задачами. Свои нюансы имеются на всех стадиях выполнения работ.
Подготовка изделий
От степени чистоты поверхности зависит прочность антикоррозийной защиты и надежность крепления припоя. Стандартный способ подготовки плоскости – механическая обработка металлическими щетками и специальными насадками на болгарку.

Допускается применение пескоструйной обработки, а также прочих методов абразивной очистки.
Для финишной обработки применяют мелкозернистые абразивные полотна, чтобы получить максимально гладкую поверхность.
В качестве химических очистителей используют предварительно разогретые натриевые составы. Непосредственно перед проведением обработки проводят процедуру травления с помощью серной кислоты.
Растирание и погружение
В процессе растирания расплавленного олова по поверхности используют специальный флюс, в состав которого входят хлористый аммоний и цинка хлорид. Алгоритм применения флюса выглядит следующим образом:
- Хлорид цинка наносят на поверхность и разогревают паяльной лампой или иным доступным способом.
- По достижении точки кипения в соль добавляют припой, который расплавляется под воздействием высокой температуры.
- Следом добавляют порошок хлористого аммония.
- Состав равномерно распределяется по рабочей поверхности.

При погружении применяют специальные лудильные емкости, в которых олово достигает рабочей температуры. Толщина защитного слоя зависит от продолжительности времени нахождения изделий в ванной.
Лужение и пайка
Лужение поверхности позволяет выполнить пайку и существенно упростить данный процесс. Для выполнения работ необходимо подготовить следующие инструменты:
- Горелка или другой источник огня.
- Паяльник.
- Расходные материалы.

Расходными материалами для выполнения работ является флюс, припой и канифоль. Лужение паяльником выполняют путем расплавления припоя горячим наконечником инструмента. Благодаря физическим свойствам олова для этого не требуется интенсивной обработки. Под действием температуры припой становится жидким, стекая на рабочую поверхность, образуя паяльную ванну. Распространение рабочего состава регулируется движением паяльника.
После использования всего состава рабочую плоскость протирают ветошью. Это необходимо сделать сразу же, пока поверхность еще горячая. Данная процедура поможет равномерно распределить состав.
Лужение кузова автомобиля
Лужение кузова оловом выполняют при так называемом жестяном ремонте транспортных средств. Данная технология применяется с 30-х годов XX века.

Для выполнения работ следует тщательно подготовить обрабатываемую поверхность. Она не должна содержать следов краски, масла или чужеродных частиц.
Во избежание окисления элементов кузова используют флюс на основе хлорида цинка.
На обработанный участок наносят защитный оловянный слой. Для этого выпускается специальная паста для лужения автомобилей.
После всех процедур выполняют пайку элементов кузова.
Защита металлических изделий слоем олова – необходимая процедура, которая предшествует пайке. Сплав обеспечивает надежную защиту от агрессивного воздействия кислот и солей. Наиболее прогрессивным способом нанесения покрытия считают гальванический метод. Горячую технологию используют преимущественно для домашних работ радиолюбители.
А вы пробовали выполнять обработку поверхности оловом самостоятельно? Расскажите, добились ли вы необходимого качества и с какими трудностями столкнулись в процессе выполнения работ.
Кузовной ремонт. Наплавка оловом

начинаем ремонт с арматурки. убираем лишние элементы. такие как бампер, задний фонарь и косу

подтягиваю спотером заломы на ребре верхнем

 отрихтовал на чистовую. особо внимание на рихтовке не акцентировал, т.к. тема не об этом. но после рихтовки видны следы от спота. такие как отверстия от гвоздей и не дотянутое ребро. конечно можно все закидать это шпатлевкой, но рано или поздно все это вылезет. поэтому для себя я и решил давно перейти на уровень лужения.
отрихтовал на чистовую. особо внимание на рихтовке не акцентировал, т.к. тема не об этом. но после рихтовки видны следы от спота. такие как отверстия от гвоздей и не дотянутое ребро. конечно можно все закидать это шпатлевкой, но рано или поздно все это вылезет. поэтому для себя я и решил давно перейти на уровень лужения.

немного отвлекусь от этого авто и расскажу как лужение помогает в работе простого рихтовщика.
ну самое основное это лужение сварочных швов. любой непровар на лицевой стороне шва, допустим таких как при замене крыла, грозит пропиткой влагой шпатлевки и дальнейшего ее отслоения и соответственно гниению в этом месте.
далее просто истории ремонта.
заехал ко мне авто казалось бы с простым повреждением порога. вот таким

но порог был очень подуставшим, тычек достаточно с острым дном и попытки выдернуть его спотом приводили к выдиранию кусков металла. из-за такого повреждения порог не было конечно смысла менять. так же как допустим вырезать кусок отрихтовать и вварить. сварка сожгла бы его окончательно

было принято простое решение залудить

так выглядит после обработки

еще один случай применения лужения не совсем стандартный.
приехал клиент с трещинами в ЛКП. сразу в голове забегали не хорошие мысли.

начал сносить все и понял, что попадаю ногами в жир.


железо все издергано сваркой и спилено зачистным самым ядреным кругом. рихтовке естественно мало поддавалось, т.к. толщина его стремилась после всех этих ремонтов к фольге с дырами

решено было залудить

вышло почти к нулю

вернемся к теме. к арке после спота..
как раньше писал, можно конечно оставить такое повреждение на шпатлевку. Но как показывает практика на ребрах и арках, особенно в нижней части соприкосновения с бампером такое дольше года не держится.
вот как раз в таких ситуациях выручает лужение и наплавка. но тут надо сказать, что кислота и обычное олово в кузовных работах не идут, ибо сгниет быстрее чем навалить кучу шпатли.
для этого есть специальная паста, типо такой или аналоги. удовольствие не из дешевых.
предвкушаю каменты о идентичности с сантехническими пастами которыми лудят трубы, на здоровье лудите на свой страх и риск)

далее наносим пасту. кстати при всей ее дороговизне хватает очень на долго. если плотно заниматься таким видом ремонта не на один год хватает этой банки в 1 кг

работать можно тремя способами. феном с регулировкой температуры, что более безопасно.
автогеном, но это лишние проблемы с баллонами кислорода и пропана и кучей шлангов.
и самый простой способ портативная горелка.
любым из этих трех способов обжигается эта паста и получается такая залуженная подложка готовая для нанесения основного массива олова

олово идет свое кузовное. типо пос-30. но не нынешнее которое продается якобы под этой маркировкой. совдеповское старое если найдете, то можно им работать, но не новым.
а так маркировка такая Pb74 Sn25 Sb1
что соответствует свинца 74% олово 25% и сурьма 1%
в данном соотношении коридор плавки достаточно широкий, что позволяет сформовать плоскость в комфортных условиях. т.е. оно не успеет стечь у вас с вертикальной поверхности, пока вы с ним работаете

далее наносим снизу вверх. обязательно в этом порядке, чтоб нижние слои поддерживали верхние


далее, чтоб разгладить всю эту чешую потребуется пару таких штучек. это деревянная гладилка и пчелиный воск. гладилок кстати можно много изготовить для разных формовок, но такой свисток самый востребованный.
пчелиный воск нужен для того, что бы олово не прилипало к гладилке.
нагреваем и ровняем так же снизу, чтоб уже сформованые секторы держали верхние которые предстоит нагревать и ровнять

разглаженное не совсем конечно выглядит.

но дело исправит эта штука. кузовной рубанок. по сути тот же рашпиль, но с изменяемой геометрией полотна

так вот он поработал при помощи моих рук)
ребра оставил острыми с учетом перебивки риски от рубанка эксцентриком

далее перебиваются большие риски эксцентриковой машинкой


снизу.
кстати после всех работ обязательно нужно пройтись раствором соды, чтоб нейтрализовать нитку пасты между оловом и железом

Я боюсь, что помыть содой будет мало. Надо нейтрализовать паяльный жир. Мойка должна быть очень хорошей.
Пробовал паять заплатки на Волге, получил дополнительные очаги коррозии.
Брал эту пасту, пользовал, когда восстанавливал ягуар друзей.
Но в массовом ремонте и для нынешних машин из фольги это перебор.
Тем более при соблюдении технологии нормальные автомобильные шпаклевки держатся более десяти лет.
ну на этом все, буду закругляться. извиняйте, что так долго. сижу на стремном инете)
кто если что добавит дельного в копилку, буду только безмерно благодарен)
и для наглядности видео как все это происходило
Понравился наш сайт? Присоединяйтесь или подпишитесь (на почту будут приходить уведомления о новых темах) на наш канал в МирТесен!
Другие материалы сайта
Лужение Победы | Автоклуб «М-20 Победа»
Кузовной припой, имеющий в своем составе 30% олова и 70% свинца, при нагревании до температуры 180°. становится пластичным (похожим на замазку) и остается в этом состоянии вплоть до 260°, прикоторой он превращается в жидкость. Имеет смысл использовать кузовной припой только в тех местах, где его применение будет наиболее эффективным. Соединение двух панелей — одно из идеальных мест в этом смысле, поскольку припой будет затекать в место соединения и усиливать его, и, что еще более важно, будет предохранять это место от ржавчины. Также можно применять на поверхности, где сталь покрыта ржавчиной без сквозного повреждения. Стальная поверхность должна быть тщательно очищена перед пайкой, т.к. припой не пристанет к стали до тех пор, пока она не будет химически и физически чистой. Необходимо тщательно очистить место пайки от краски, других защитных покрытий и ржавчины при помощи пескоструйного аппарата. Краска вокруг места соединения (примерно 2 см от шва) счищается при помощи ручной шлифмашинки или нагреванием «мягким» пламенем газовой горелки, после чего отслоившаяся краска удаляется скребком.
Перед пайкой поверхность должна быть залужена, т.е. на ней создан тонкий слой припоя. Обычный способ лужения начинается с покрытия поверхности флюсом, который необходим для того, чтобы остановить процесс окисления стали (сталь чернеет). Флюс плавится при более низкой температуре, чем припой, и, растекаясь по поверхности, предохраняет ее от воздействия воздуха на время, достаточное для того, чтобы припой растекся по стали и соединился с ней. В качестве альтернативы флюсу и припою можно использовать припойную краску — их готовую смесь: порошок припоя находится в флюсе во взвешенном состоянии. Тщательно размешав припойную краску, следует нанести ее на обрабатываемую поверхность толстым слоем.
Следующим шагом будет воздействие пламенем на нанесенную краску; при этом припой плавится и растекается по поверхности стали. Точка плавления отчетливо видна, поскольку тускло-серый цвет припойной краски при этом сменяется серебристым блеском расплавленного припоя. Обычная ошибка при выполнении этой работы состоит в подаче слишком большого количества теплоты в течение короткого времени. При перегреве металла происходит быстрое испарение флюса и поверхность окисляется еще до того, как расплавляется припой. Если вы собираетесь использовать газовую гореку, выберите средний размер сопла, установите «мягкое» пламя (немного перекройте кислород) и осторожно поднесите его на нужное расстояние, но не такое близкое, как при сварке.
После лужения на поверхности остается небольшое количество «отходов» черноватого цвета, оставшихся от применения флюса, которые должны быть тщательно удалены перед нанесением дополнительного количества кузовного припоя. Остатки флюса легко удаляются влажной тряпкой. Нагрев участок поверхности размером с игральную карту, одновременно поднесите припой к концу горелки, чтобы он нагрелся, но не расплавился. Через одну-две минуты, когда панель разогреется до нужной температуры, попоробуйте приложить припой к месту соединения. Если все готово, он расплавится до воскообразного состояния и приклеится к залуженной поверхности. Теперь нужно распределить припой вдоль поверхности соединения с небольшими регулярными интервалами. При этом даже не думайте о сглаживании поверхности: все, что сейчас требуется — это нагреть припой до размягчения (в пределах 180-260°.) и распределить его по обрабатываемой поверхности.
На стадии сглаживания припоя применяется лопатка из нержавеющей стали. Теоретически температурный диапазон, при котором припой находится в размягченном состоянии, кажется достаточно широким, но на практике, когда вы держите горелку, он кажется узким. Нагрейте кусок припоя на поверхности и держите рядом с ним лопатку. Периодически убирайте пламя и нажимайте на припой лопаткой, проверяя его состояние. Однако, если нагревать припой слишком долго, он расплавится и превратится в лужицу металла на полу.
Даже если поверхность слегка выдается наружу, потом можно выровнять это место незасоряющимся напильником — припой очень мягок. Обработка напильником осуществляется под всеми углами, начиная с внешних сторон и далее внутрь. Окончательное сглаживание проводится наждачной бумагой. При применении кузовного припоя на больших плоских поверхностях, таких как дверная панель, чтобы избежать теплового искривления поверхности, следует обрабатывать за один раз небольшие поверхности и каждый раз охлаждать обработанную поверхность мокрой тряпкой — это ограничивает распространение теплоты по панели.
Что такое лужение металла
Технология производства металлопроката | Опыт. Исследования. Результаты.

Основы лужения жести
 Лужением называется процесс нанесения на поверхность металла слоя олова, который характеризуется хорошей коррозионной стойкостью к агрессивному воздействию различных сред. Луженая жесть широко используется в консервной промышленности.
Лужением называется процесс нанесения на поверхность металла слоя олова, который характеризуется хорошей коррозионной стойкостью к агрессивному воздействию различных сред. Луженая жесть широко используется в консервной промышленности.
Лужение жести осуществляют горячим или электролитическим способом.
Технология горячего лужения основана на погружении стального листа или рулонной полосы во флюс, а затем в ванну с расплавленным оловом .
В настоящее время более распространенна технология электролитического лужения жести, при котором наносится очень тонкий слой олова.
Электролитическое лужение оловом характеризуется высокой производительностью, и дешевле горячего лужения металла. Но при этом слой наносимого олова тоньше, и коррозионная стойкость получаемой белой жести ниже.
Процесс лужения жести осуществляется в следующей последовательности: размотка, сварка полос, обезжиривание, травление, покрытие, оплавление, пассивация и смотка.
Обезжиривание
Операция обезжиривания предназначена для удаления с поверхности жести жировых и механических загрязнений. Метод обезжиривания может быть катодный, анодный или бесконтактный анодно-катодный.
При обезжиривании анодно-катодным методом ток подают на электроды из нержавеющей стали. Полоса попеременно в одном проходе каждой ванны является анодом, в другом – катодом. Между проходами в ваннах установлены гуммированные стальные изолирующие перегородки.
При пропускании постоянного электрического тока через раствор обезжиривания на отрицательно заряженном участке полосы (катоде) выделяется водород, на положительно заряженном (аноде) – кислород.
Анод (+): 2ОН – — 4ē ® О 2 + 2H +
Жировая пленка и загрязнения на поверхности полосы отрываются за счет выделения пузырьков газа. Вследствие того, что поверхностная энергия на границе раствор- газ больше чем на границе масло-раствор, каждый пузырек всасывается каплей масла. Пузырьки по мере роста отрываются с поверхности раствора вместе с маслом.
После обезжиривания проводится промывка металла водой для удаления с поверхности полосы остатков обезжиривающего раствора.
Травление (декапирование)
После обезжиривания проводят травление полосы черной жести для удаления окислов железа. Травление осуществляется катодным, анодным или бесконтактным анодно-катодным способом. Ток подают на электроды, выполненные из свинца или свинцово-сурьмянистого сплава. При травлении анодно-катодным способом полоса в первой ванне заряжена положительно, во второй – отрицательно.
При пропускании постоянного электрического тока через раствор декапирования на отрицательно заряженном участке полосы выделяется водород и восстанавливаются окислы железа, на положительно заряженном – окисляется кислород воды и железо основы. Схема реакций:
Катод (-): 2H + + 2ē ® H 2 ,
FeO + 2H + + 2ē ® Fe + H 2 O,
При катодном декапировании происходит отделение окислов железа от основы выделяющимся водородом и их частичное восстановление, при анодном – отрыв окислов железа пузырьками кислорода.
После операции травления проводится промывка металла водой для удаления с поверхности полосы остатков декапирующего раствора.
Лужение жести
Основная часть процесса на агрегатах электролитического лужения жести это нанесение оловянного покрытия. Электролитическое лужение стали выполняется путем осаждения олова на стальную полосу из электролита лужения под действием тока.
При пропускании постоянного электрического тока через раствор лужения на отрицательно заряженной полосе осаждается металлическое олово из раствора лужения, анодный процесс сводится к растворению оловянных анодов и переходу олова в раствор лужения. Схема реакций:
Катод (-): Sn 2+ + 2ē ® Sn 0
Анод (+): Sn 0 — 2ē ® Sn 2+
После лужения жести полоса промывается водой для удаления с поверхности остатков раствора лужения.
Флюсование
Для улучшения растекаемости олова при оплавлении оловянного покрытия проводится флюсование, то есть обработка полосы методом погружения в ванну с раствором флюсования. Из ванны флюсования полоса поступает в сушильную установку.
Маркировка
При производстве жести электролитического лужения с дифференцированным покрытием на верхнюю сторону полосы наносят непрерывные продольные линии раствором бихромата натрия роликами маркировочной машины
Оплавление
Для получения блестящего оловянного покрытия с высокими эксплуатационными свойствами жесть подвергают оплавлению. Для оплавления покрытия применяют индукционную установку или установку контактного оплавления.
Процесс оплавления состоит из стадий:
- нагрева полосы с оловянным покрытием до температуры выше 232 0 С (температура плавления олова);
- быстрого охлаждения (закалки) глянцевого оловянного покрытия в воде, что позволяет получить блестящую поверхность.
В ванне оплавления уменьшается пористость оловянного покрытия и увеличивается химическая стойкость жести.
Пассивация
Назначение операции пассивации белой жести это повышение коррозионной стойкости электролуженой жести, обеспечение адгезии к лаковому покрытию.
Пассивация осуществляется электрохимическим катодным или химическим способом в ваннах с раствором бихромата натрия.
При пропускании постоянного электрического тока через раствор пассивации на отрицательно заряженном участке полосы выделяется водород, восстанавливаются бихромат-ионы до трехвалентного и металлического хрома, на положительно заряженных свинцовых анодах пассивации – окисляется кислород воды с выделением газообразного кислорода. Схема реакций:
Cr 2 O 7 2- + 14H + + 6ē ® 2Cr 3+ + 7H 2 O,
Cr 2 O 7 2- + 14H + + 12ē ® 2Cr 0 + 7H 2 O
Для удаления с полосы остатков пассивирующего раствора проводят промывку водой.
После промывки полоса сушится горячим воздухом.
Электростатическое промасливание
Для предохранения поверхности оловянного покрытия от истирания при порезке, транспортировке и переработке проводят промасливание поверхности белой жести. Известны два способа промасливания: электростатический и нанесение масляной эмульсии. При нанесении масляной эмульсии полоса проходит через ванну с эмлуьсией, затем подвергается струйной обработке этой же эмульсией и проходит через отжимные полоки. Процесс электростатического промасливания осуществляют в электростатическом поле при наличии масляного тумана в ионизирующей кабине промасливания. В качестве промасливающего вещества применяют обычно диоктилсебацинат.
Выходной участок
Качество белой жести оценивают осмотром ее на инспекционных зеркалах. При достижении требуемого количества металла на моталке производится разрез полосы барабанными разделительными ножницами. С целью непрерывной работы агрегата смотка полосы в рулоны производится на двух моталках. На одной моталке полосу наматывают, на другой – снимают готовый рулон белой жести. Смотанный рулон сталкивают на разгрузочную тележку, взвешивают и укладывают в магазин уборочного устройства. И далее рулонная жесть упаковывается и отгружается потребителю, а для получения листовый продукции рулоны жести поступают на агрегаты резки.
Для чего и как лудят металл
Лужение – это нанесение тонного слоя олова или его сплава на поверхность металлического изделия. Специалисты этот слой называют полудой. Лужение металла используется сегодня во многих отраслях промышленности: в радиотехнике, электротехнике, машиностроении и авиационной промышленности.
Жало паяльника лудят, чтобы он хорошо удерживал припой и не окислялся. Основное требование к процессу – это плотное и тонкое покрытие оловом, которое является защитным слоем для металла в борьбе с коррозией. Существуют две технологии лужения металлов: горячее и гальваническое.
Горячие технологии
 Горячее лужение проводится двумя методами: погружением и растиранием. В первом случае изделие из металла погружают в ванну с расплавленным оловом. Во втором сплав наносится на плоскость изделия и паклей растирается по ней тонким слоем.
Горячее лужение проводится двумя методами: погружением и растиранием. В первом случае изделие из металла погружают в ванну с расплавленным оловом. Во втором сплав наносится на плоскость изделия и паклей растирается по ней тонким слоем.
Эти способы известны давно, технологии отработаны до мелочей. Они просты и не требуют наличия сложного оборудования, приспособлений и инструментов.
Когда говорят о лужении и пайке, то зачастую имеют в виду именно горячий метод. Но есть у этой технологии и свои минусы. Во-первых, это неравномерно распределяемое олово по поверхности изделий из металла.
Особенно это касается способа погружения. Перепады одной плоскости могут оказаться значительными, особенно, если изделие имеет сложную конструкцию. Поэтому их приходится дорабатывать.
 Если производится лужение металла с отверстиями небольшого диаметра или с мелкой нарезкой, то горячий вариант здесь не подойдет.
Если производится лужение металла с отверстиями небольшого диаметра или с мелкой нарезкой, то горячий вариант здесь не подойдет.
И третий недостаток горячего лужения – это сложность удаления загрязнений, которые образуются внутри сплава и остаются внутри полуды. Эти примеси приходят с припоем, поэтому очень важно использовать оловянный сплав высокой чистоты.
Гальваническая технология
Гальванический вариант облуживания делится также на два способа: в щелочных и кислых электролитах. Название говорит о том, что процесс нанесения олова основан на использовании электрического тока.
Отсюда и затратность процесса. Но именно эта технология гарантирует прочное сцепление наносимого сплава с металлической поверхностью. Есть и другие положительные стороны:
- оловянный слой получается ровным и равномерным;
- можно задавать необходимую толщину покрытия, даже на самых сложных конструкциях из металла;
- низкая пористость покрываемого слоя;
- экономия оловянного припоя.
Обычно изделия со сложными формами облуживают с помощью щелочных электролитов, потому что этот вариант лужения обладает большой кроющей и рассеивающей способностью.

К недостаткам гальванической технологии лужения относится то, что этот способ сложный. Проводить его могут работники с высокой квалификацией, а это затраты по зарплате. То есть, залудить металл этим способом в домашних условиях нельзя. К тому же для проведения процесса необходимы специальные ванны.
Если говорить о технологии лужения со щелочными электролитами, то сам раствор является нестабильным, его сложно готовить, и придется все время контролировать концентрацию щелочи и качественное состояние анодов.
Подготовка изделий
Чем чище будет поверхность металла, тем прочнее к ней прикрепится припой. Поэтому в зависимости от требований к самой заготовке используются разные способы подготовки к лужению металла.
 Первый способ – это очистка поверхности металла щетками. Обычно таким инструментом снимается окалина и ржавчина. Сначала изделие промывается водой, а затем щеткой вычищается. Нередко на этой стадии применяют известь, песок, пемзу.
Первый способ – это очистка поверхности металла щетками. Обычно таким инструментом снимается окалина и ржавчина. Сначала изделие промывается водой, а затем щеткой вычищается. Нередко на этой стадии применяют известь, песок, пемзу.
Следующий способ подготовки к лужению заключается в шлифовании металла шкурками и дисками. Этот этап является доработкой изделия, то есть, доведение его поверхности до максимальной ровности.
Применяют обезжиривание с помощью натриевых составов: едкий натр – 10-15%, фосфорнокислый натрий – 10-15%, углекислый натрий – 10-15%-ный раствор. Добавим, что химические растворы перед использованием надо нагреть до 50-80С.
Применяют также травление. Для этого используют серную кислоту.
Особенности растирания и погружения
Технология лужения растиранием в своей основе содержит такой процесс, когда припой наносится на металлическое изделие и растирается паклей. При этом используется флюс в виде нашатыря и хлористого цинка. Вот последовательность операций:
- хлористый цинк наносится на металл и нагревается паяльной лампой;
- когда он закипит, в него вносится припой, который расплавляется;
- сверху посыпается нашатырь в виде порошка;
- затем паклей жидкое олово растирается по поверхности металлического изделия.
Для способа погружения используют лудильные ванны, в которых олово нагревается до +300 ℃. В расплавленный сплав опускается изделие из металла, которое покрывается слоем припоя.
При этом, чем дольше оно лежит в ванне, тем толще слой олова на нем осядет. Когда проводят лужение паяльника, то вначале нагревают его, затем погружают в канифоль, и только потом расплавляют им маленький кусочек олова, тем самым обеспечивая покрытие.
Раствор при гальванической обработке
В принципе, обе технологии лужения (со щелочными и с кислыми электролитами) отличаются друг от друга присутствием в электролитной ванне щелочного или кислотного раствора. Сам же процесс налипания олова у них одинаковый, и происходит он при помощи электрического тока.

В состав кислотных растворов входит сернокислое олово, серная кислота, вещества кипиллярно-активного типа (это фенол или крезол), коллоидные вещества (клей, никотин, желатин или схожие с ними вещества).
Очень важно точно соблюсти пропорции основных компонентов: сернокислое олово – 65 г/л, серная кислота – 100 г/л.
Что касается щелочных растворов для лужения металлов, то их разнообразие не определяется одной рецептурой. Поэтому состав растворов разный. В одних используется хлористое олово, в других оловянно-кислый натрий, в третьих двухлористое олово.
То же самое касается и растворителей. Здесь и едкий нарт, и уксуснокислый натрий, и едкое кали. Можно из расчета наличия тех или иных компонентов подобрать свою рецептуру раствора.
При этом в каждой обязательно будут свои концентрации веществ. Конечно, под каждую рецептуру подбирается плотность тока и температура нагрева раствора в ванне.
Лужение, как защитный процесс металлов от коррозии, один из самых востребованных. Он не очень дешевый, но эффективный по сравнению со многими технологиями. Поэтому его часто применяют в разных производствах.
Что такое лужение? Способы защиты металла от коррозии

Лужение находит широкое применение в таких отраслях промышленности, как авиационная, радиотехническая и электротехническая. Этому процессу также подвергаются изделия, используемые для приготовления и хранения пищи. Что такое лужение, для чего используется и как правильно проводится эта операция, и рассмотрим в данной статье.
Для чего делают лужение?
Лужение используют для защиты изделий от коррозии. Для этой процедуры применяют олово или его сплав со свинцом или другими компонентами. Слой, который наносят на металл, называется полудой.

Процедура лужения заключается в подготовке поверхности и последующем нанесении на нее полуды. Поверхность готовят в зависимости от требований, которые предъявляются к изделию и от метода покрытия оловом. Итак, что такое лужение? Это обработка поверхности металлического изделия тонким слоем олова или его сплавов для предохранения от коррозии и последующей припайки к нему других материалов.
Вещества, которые используются для очистки поверхности изделия перед лужением называют флюсами. Для этого применяют:
- Хлористый аммоний – твердый материал белого цвета, не имеет запаха, хорошо растворяется в воде. Техническое название – нашатырь. Хорошо очищает поверхности из металла от жиров и оксидов.
- Серная кислота – бесцветная маслянистая жидкость, отлично смешивается с водой. Для разведения кислоту медленно вливают в воду. При этом происходит бурная реакция с выделением большого количества тепла. Работать с веществом надо только в перчатках и защитных очках.
- Кальцинированная сода – порошок в виде кристаллов, растворяется в воде с выделением тепла. Для хранения используют стеклянную тару с плотно закрытой крышкой. При попадании воздуха образуется налет.
Все эти вещества качественно очищают поверхность металлических изделий от оксидной пленки, чтобы провести лужение.
Химико-физические свойства олова
Олово – металл серебристо-белого цвета с голубым оттенком, относится к пластичным и ковким материалам. Его плотность составляет 7,3 г/см3. Брусок из чистого олова при сгибании издает характерный звук, напоминающий скрип снега под ногами. При содержании каких-то примесей в нем это свойство пропадает. В природе материал встречается только в виде соединений с сурьмой, медью, серой, железом и другими металлами. Одни примеси (железо и висмут) увеличивают хрупкость металла, а другие (цинк и медь) делают его пластичным. При какой температуре плавится олово?
Он легко превращается в жидкость при температуре 232 градуса. В чистом виде металл неактивно вступает в реакцию с кислородом и поэтому продолжительное время сохраняет блеск. Олово очень стойко по отношению к органическим кислотам и прекрасно противостоит атмосферным осадкам. Металл хорошо растворяется в серной и концентрированной соляной, однако с разбавленной кислотой взаимодействует слабо.
Олово и сплавы на оловянной основе
По химическому составу все олово делится на четыре марки:
- 01 – содержит примесей 0,1%;
- 02 – 0,5%;
- 03 – 1, 65%;
- 04 – 3,75%.
Для лужения чаще всего используют первые две марки. О1 – для жести и других металлов, 02 – для кухонной посуды. Облуженные оловом изделия обладают повышенной стойкостью к деформации, выдерживают изгибы и перегибы. Что такое лужение – это покрытие всей поверхности изделия слоем олова, что надежно защищает металл от ржавления. Для обработки изделий, не предназначенных для пищевых продуктов, к олову добавляют свинец или цинк. Такие сплавы хорошо предохраняют его от коррозии и стоят дешевле, чем олово. Для получения белой блестящей полуды используют висмутовые составы – 90 частей олова и 10 – висмута. Оловянно-висмутовые сплавы чаще всего применяют для обработки изделий, имеющих художественную ценность.
Инструменты для лужения
При обработке изделий оловом необходимо иметь следующие инструменты:
- измерительные приборы – используют для определения размеров изделий;
- лудильные клещи – удерживают детали;
- шаберы и волосяные кисти – очищают изделия;
- паяльные лампы – нагревают поверхности.
Процесс нанесения олова на предметы без этих простых приспособлений невозможен.
Что такое лужение? Это процесс покрытия тонким слоем расплавленного олова поверхности изделия, для защиты его от коррозии. Эта процедура пройдет тем успешнее, чем лучше будет зачищена поверхность детали. Перед покрытием оловом проводят следующую обработку:
- Очистку от окалины и грязи. Для этого используют щетки и шаберы.
- Убирают все неровности с помощью абразивного круга или шкурки.
- Химическое обезжиривание. Производят каустической содой, растворяя 10 г порошка в литре воды. В кипящий раствор опускают деталь на 15 минут.
- Минеральные масла убирают керосином или бензином.
- Латунные, стальные и медные изделия очищают подогретой серной кислотой, опуская изделие в раствор на 20 минут.

После обработки детали промывают холодной водой, очищают влажным песком и только потом моют в горячей воде. Процедура подготовки заканчивается просушкой.
Лужение изделия горячим способом
Существует два метода горячего лужения изделий, которые заранее подготовлены для этой процедуры:
- Лужение растиранием. На поверхность изделия наносят флюс, в качестве которого используют хлористый цинк, и нагревают равномерно изделие паяльными лампами до температуры плавления олова, наносимого от прутка. От соприкосновения с нагретым изделием оно плавится. Затем паклю обсыпают порошкообразным нашатырем и растирают ею нагретую поверхность до равномерного распределения полуды. Закончив лужение, изделие охлаждают, натирают влажным песком, после чего промывают водой и сушат.
- Лужение погружением. После обработки детали во флюсе ее сразу опускают в ванну для лужения. В ней находится жидкое олово, нагретое выше температуры плавления металла до 270–300 градусов. Нахождение изделия в жидком растворе зависит от его размеров и толщины материала, из которого оно изготовлено. Процесс в среднем занимает от 30 секунд до 1 минуты. Необходимо, чтобы уровень лудильной жидкости был выше обрабатываемого предмета на 40 мм. Излишки полуды снимают паклей с порошкообразным нашатырем. После этого, обработанный предмет промывают чистой водой и высушивают.

Маленькие изделия лудят способом погружения, а большие – растиранием.
Кабельные наконечники используются для оконцовки кабелей и проводов. В зажимах он предназначается для подготовки конца кабеля к совмещению и фиксации с жилой. Для промышленных условий наконечники выпускаются из меди и алюминия и их сплавов. Алюминий устойчив в коррозии, а для увеличения срока службы медных изделий их лудят. Медный луженый, в отличие от медного наконечника, подойдет для использования в неблагоприятных климатических условиях.
Кроме того, такие приспособления имеют повышенную устойчивость к агрессивным химическим веществам: соляной, азотной и серной кислоте. Они не подвергаются окислению при длительном хранении и эксплуатации, устойчивы к влаге.

С изделиями, обработанными методом лужения, люди встречаются повседневно. Это предметы кухонной утвари: столовые приборы, кухонная посуда, консервные банки и другие изделия, связанные с длительным хранением и транспортировкой пищевых продуктов. Не меньшее применение лужение находит в сферах народного хозяйства. Олово предохраняет контакты деталей радиоаппаратуры от окисления, используется для защиты кабелей и проводов, изготовления жести. Кроме этого, покрытие оловом обеспечивает пластичность материалу, он легко обрабатывается штамповкой, вальцовкой вытяжкой и пайкой.
Советуем подписаться на наши страницы в социальных сетях: Facebook | Вконтакте | Twitter | Google+ | Одноклассники
Технология защиты металла лужением, работа паяльником
Лужение: суть технологии и область ее применения. Основные преимущества метода. Инструменты и пасты, применяемые для обработки металла. Горячее лужение и гальваническая ванна – сравнение и характеристики. Особенности технологического процесса лужения металла.

Лужение – это технология антикоррозийной защиты металла от взаимодействия с окружающей средой. Роль барьера выполняет тонкий слой олова или сплавы на его основе. Защитная металлическая пленка, наносимая на заготовку, называется «полуда». В некоторых случаях данный метод используют в качестве подготовительной процедуры перед паяльными работами.
В статье можно найти развернутый ответ на вопрос, что такое технология лужения. Также будут рассмотрены способы выполнения обработки и особенности технологического процесса.
Назначение и преимущества
Лужение металла оловом применяется в следующих отраслях промышленности:
- Электроника и радиотехника. Олово защищает платы от коррозии.
- Авиация и машиностроение. Многие элементы конструкции станков и летательных аппаратов подвергают обработке.
- Кабельно-проводниковая. Помимо резиновой изоляции олово предохраняет металлические проводники от воздействия серы, которая содержится в резине и пластике.
- Пищевая. Практические все кухонные принадлежности, имеющие отношение к приготовлению пищи, защищают с помощью специального пищевого олова, которое не несет угрозы для здоровья человека. Также оловом покрывают емкости, предназначенные для изготовления консервов: это увеличивает срок их хранения – многие солдаты срочной службы помнят советскую тушенку пятидесятых годов, которая до недавних пор находилась на военных складах как неприкосновенный запас.

Оловянное покрытие используют в качестве средства предварительной обработки подшипников перед их заливкой баббитом. Также лужение – неотъемлемая часть технологической цепочки выполнения беззазорного соединения, которое называют фальцевым швом.
Однако наибольшую популярность технология лужения приобрела в качестве средства для предварительной подготовки перед пайкой. Это обусловлено следующими причинами:
- Производительность. Современные технологии позволяют выполнить лужение большого числа элементов за короткий промежуток времени – недаром его активно применяют на массовом производстве.
- Надежность. Химическая инертность олова обеспечивает надежную защиту от влаги, солей и органических кислот.
- Стойкость покрытия. Олово и его сплавы обладают высокой адгезией к любой к металлической поверхности. Пластичный слой не разрушается под действием механической обработки детали.
- Термостойкость. Луженое покрытие выдерживает значительные перепады температур.
Металлы и сплавы для лужения
Для лужения применяют следующие металлы и сплавы:
- Олово и оловянные сплавы. В природе отсутствует олово в чистом виде. Оно встречается в виде соединений с серой, сурьмой, медью, железом и прочими элементами, которые влияют на технические характеристики элемента. Мышьяк или сурьма делают олово хрупким, а высокое содержание меди повышает твердость, но снижает пластичность. Существует несколько сплавов, применяемых при выполнении работ. Они отличаются сферой использования. Сплавом, который содержит олово, никель и железо, покрывают продукцию для пищевой промышленности. Комбинацией олова, свинца и цинка лудят заготовки из металла или стали. Для декоративной обработки применяют смесь олова и висмута. Данный сплав придает поверхности яркий блеск.
- Хлористый цинк. Применяют в качестве флюса при лужении и пайке. Он выпускается в виде кусков или брусков небольшой величины. В промышленных масштабах хлористый цинк получают путем обработки чистого металла соляной кислотой.
- Двухлористое олово. Является базовым компонентом при лужении электрохимическим методом.
В качестве вспомогательных материалов используют хлористый аммоний и едкий натр.
Основные способы лужения
Существуют два метода нанесения защитного покрытия:
Рассмотрим их подробнее.
Горячее лужение

Горячее лужение считают классическим способом, поскольку именно с него начиналось развитие технологии. В зависимости от условий выполнения работ защитный слой может быть нанесен двумя методами:
- Погружение. Заготовку опускают в резервуар с оловом, нагретым до рабочей температуры.
- Растирание. Сплав наносят непосредственно на подготовленную деталь, после чего равномерно распределяют по всей поверхности.
Горячий способ отличается своей простотой. Для выполнения работ не нужно приобретать специального инструмента или обладать профессиональными знаниями. Основной недостаток – неравномерное покрытие заготовки. Это справедливо как для погружения, так и для растирания. Особенно ярко он проявляется при обработке деталей со сложной криволинейной поверхностью.
Кроме того, данный способ особенно требователен к чистоте рабочего сплава. Чужеродные элементы, попадающие в рабочую смесь, удалить практически невозможно.
Гальваническая обработка
- равномерное распределение сплава по всей плоскости;
- толщина слоя регулируется с помощью изменения параметров тока;
- отсутствуют ограничения по сложности поверхности обрабатываемых изделий;
- экономный расход смеси;
- защитный слой обладает лучшими параметрами.
Единственный минус данного способа – высокая себестоимость, поскольку рабочий процесс сопровождается большим расходом энергии, а для контроля необходимо постоянное присутствие специалиста высокой квалификации.
Технология лужения металла
Процесс лужения разделяют на два этапа:
- Предварительная подготовка поверхности.
- Обработка изделия.
Технология выполнения работ такова, что малейшая небрежность на любом этапе окажет сильное влияние на результат. Некачественная подготовка изделий влияет на адгезию слоя олова, покрывающего металл: он прослужит гораздо меньше положенного срока. При ошибках в процессе обработки металла слой полуды не будет иметь заданной толщины и не сможет справиться с поставленными задачами. Свои нюансы имеются на всех стадиях выполнения работ.
Подготовка изделий

Допускается применение пескоструйной обработки, а также прочих методов абразивной очистки.
Для финишной обработки применяют мелкозернистые абразивные полотна, чтобы получить максимально гладкую поверхность.
В качестве химических очистителей используют предварительно разогретые натриевые составы. Непосредственно перед проведением обработки проводят процедуру травления с помощью серной кислоты.
Растирание и погружение
- Хлорид цинка наносят на поверхность и разогревают паяльной лампой или иным доступным способом.
- По достижении точки кипения в соль добавляют припой, который расплавляется под воздействием высокой температуры.
- Следом добавляют порошок хлористого аммония.
- Состав равномерно распределяется по рабочей поверхности.

При погружении применяют специальные лудильные емкости, в которых олово достигает рабочей температуры. Толщина защитного слоя зависит от продолжительности времени нахождения изделий в ванной.
Лужение и пайка
- Горелка или другой источник огня.
- Паяльник.
- Расходные материалы.

Расходными материалами для выполнения работ является флюс, припой и канифоль. Лужение паяльником выполняют путем расплавления припоя горячим наконечником инструмента. Благодаря физическим свойствам олова для этого не требуется интенсивной обработки. Под действием температуры припой становится жидким, стекая на рабочую поверхность, образуя паяльную ванну. Распространение рабочего состава регулируется движением паяльника.
После использования всего состава рабочую плоскость протирают ветошью. Это необходимо сделать сразу же, пока поверхность еще горячая. Данная процедура поможет равномерно распределить состав.
Лужение кузова автомобиля

Для выполнения работ следует тщательно подготовить обрабатываемую поверхность. Она не должна содержать следов краски, масла или чужеродных частиц.
Во избежание окисления элементов кузова используют флюс на основе хлорида цинка.
На обработанный участок наносят защитный оловянный слой. Для этого выпускается специальная паста для лужения автомобилей.
После всех процедур выполняют пайку элементов кузова.
Защита металлических изделий слоем олова – необходимая процедура, которая предшествует пайке. Сплав обеспечивает надежную защиту от агрессивного воздействия кислот и солей. Наиболее прогрессивным способом нанесения покрытия считают гальванический метод. Горячую технологию используют преимущественно для домашних работ радиолюбители.
А вы пробовали выполнять обработку поверхности оловом самостоятельно? Расскажите, добились ли вы необходимого качества и с какими трудностями столкнулись в процессе выполнения работ.
Лужение как процесс. Простой самодельный инструмент для него
Лужение само по себе — замечательный способ уберечь многие металлы, но чаще всего медь и железо, от окисления кислородом воздуха, действия кислот и щелочей. В сущности, заключается в покрытии защищаемого металла, тонким слоем другого металла лучше противостоящего окислению. Одним из наиболее употребительных для этой цели металлов служит олово, на которое воздух и влага влияют весьма мало, а слабые растительные кислоты, жиры и прочие составные части пищевых продуктов совсем не действуют. Покрывание металлической поверхности тонким слоем олова называется лужением, а сам слой олова полудой. При покрывании металла оловом весьма важно получить совершенно равномерный, плотный и прочный оловянный слой, хорошо защищающий поверхность металла от окисления.
Луди, паяй, чуди безбожно.
Но не гуляй, куда не можно.
Главней запрета в мире нет.
Уверуй в это с юных лет.
Михаил Щербаков — «Заклинанье»
Стальные луженые тазы и кастрюли канули в прошлое, однако и сегодня лужение используется для защиты железа (стали) от пищевых щелочей и кислот. Существует такой, вполне распространенный материал как «белая жесть». В сущности, под этим понятием подразумевается вообще сталь листовая, покрытая защитным металлом, будь то цинк, хром или наше олово. Жесть покрытая оловом применяется именно в пищевой промышленности, в частности, из нее, делаются консервные банки и еще некоторые предметы кухонного-пищевого назначения.
Лужение также является неотъемлемой операцией предваряющей собственно пайку. Не важно, конструктивную или для электромонтажа. Собственно, обычно, электромонтажная пайка выглядит так — зачистка поверхностей, нанесения флюса, лужение. Спаиваемые поверхности или выводы складываются, при необходимости закрепляются. На место пайки наносится флюс. Место пайки прогревается и вносится припой, либо, каплю расплавленного припоя вносят на жале паяльника, к слову, также предварительно луженого (медные жала). После растекания припоя, нагрев убирают. Дождавшись полной его кристаллизации, а затем и остывания, место пайки промывают в случае необходимости от остатков флюса (особенно тщательно при использовании кислотных флюсов) и при необходимости изолируют. Следует знать, что принудительное охлаждение места пайки, существенно снижает механические показатели шва.
В радиолюбительской практике, лужение больших плоских поверхностей встречается при изготовлении печатных плат. Лудить дорожки платы стоит от того, что сделать это на плоской поверхности, единообразно, значительно проще, чем потом, при монтаже, для каждого элемента в отдельности. То есть, время не экономится совершенно, экономия на припое также сомнительна, учитывая последующую дополнительную возню. Тем не менее есть ряд преимуществ. Печатная плата с лужеными дорожками удобна в последующей сборке независимо от времени хранения, обеспечивает надежный механический контакт («общий», через винты крепления). Лужение, также устраняет мелкие дефекты дорожек и повышает их нагрузочную способность. Правда лудить паяльником, даже с большим и плоским «жалом» не особенно удобно. Такое лужение выглядит весьма неаккуратно — наплывы, иглы и несанкционированные перемычки, неравномерный трудно контролируемый слой полуды.
Для удобного и быстрого лужения некрупных железок, тех же печатных плат, можно применить способ погружения в расплав, для чего придется изготовить небольшую ванну со сплавом «Розе», разогреваемую обычной бытовой электрической плиткой.
Температура расплава 120—140° С. Чтобы предупредить окисление и появление шлаковой пленки на поверхности расплава, его заливают слоем химически чистого глицерина толщиной 20—25 мм. Процесс лужения происходит следующим образом. Щипцами с длинными ручками захватывают печатную плату и декапируют в 5%-ном растворе соляной кислоты, затем промывают 2—3 с в проточной воде и окунают на 1—2 с в расплав «Розе». Лишний расплав с печатной платы удаляют с помощью ракеля из вакуумной резины. После этого плата готова для сборки и монтажа навесных элементов. Установка для лужения должна быть обеспечена вытяжкой. Для стабилизации температуры расплава «Розе» в ванне можно использовать любой несложный терморегулятор. В качестве датчика температуры используется термопара «хромель-копель». Точность поддержания температуры ±10° С.
Разумеется, делать такую установку, стоит при сколь ни будь значительном количестве печатных плат или других не пищевых мелочей требующих лужения. Встречал когда то подобную установку на производстве и там, она использовалась для быстрого лужения концов монтажного провода.
Для домашней мастерской такая установка, как правило, излишня, требует дополнительного, специально оборудованного места и изрядного количества дорогостоящего сплава «Розе». Однако же и ручное лужение вульгарным паяльником, можно несколько модернизировать, существенно улучшив результат. Потребуется лишь изготовить простейший инструмент из подручных материалов и взять паяльник несколько мощнее обычного. Суть способа, в применении капиллярного эффекта, этакого фломастера для припоя. Его запас в расплавленном, понятно, состоянии впитан в медную плетенку и при «закрашивании» расходуется значительно более экономно и равномерно, в сравнении с лужением «не вооруженным» паяльником.
Что было использовано в работе.
Инструменты
Набор инструментов для радиомонтажа. Потребуется довольно мощный (65…75 Вт) паяльник с принадлежностями. Очень удобна специальная струбцина для фиксировании печатной платы.
Материалы
Флюс, припой, медная плетенка, лучше поплотнее, лучше не луженая. Медная проволока, деревянная палочка размером, с карандаш.
Сделать такой инструмент проще простого, следует только подыскать подходящую плетенку. Обычно, это не составляет труда — мастера, это плюшкины первостатейные и скажем, остатки экранов после разделки кабелей не выбрасывают. Кроме того, подобную медную плетенку, используют как не длинные сильноточные гибкие проводники, часто для соединения или подключения в контурах заземления. Правда там она уже луженная, что в отдельных случаях может быть неудобным (применение другого припоя). Есть еще специальная тонкая медная плетенка для электромонтажа, она без лужения, ее используют для сбора излишков припоя, выпаивания элементов.
Здесь использованы экраны от силового кабеля с экранированными проводниками. Они довольно жиденькие. В руках другая, значительно более плотная плетенка. Луженая. Придется вложить, хотя бы, один кусочек в другой. Можно конечно использовать и один слой, но работать он будет несколько хуже — быстро растрепывается конец и количество впитанного припоя невелико. Распределяется он по поверхности менее равномерно. Длинна медной части лудилки около 6…7 см, при этом, 1.5…2 см, для крепления на палочке.
Отрезаем с некоторым запасом два кусочка плетенки.
Одну из них следует расширить. Для этого аккуратненько сжимаем ее к середине, с концов, при этом, диаметр ее существенно увеличивается. Окончательно расширяем заточенным карандашиком, но без фанатизма, не то, станет расплетаться.
Теперь аккуратно продергиваем второй кусочек плетенки. Можно для плотности сразу два. Затем тянем за концы наружной плетенки, она «съезжается», как термотрубка, плотно охватывая содержимое. Получаем заготовку нужной плотности. Кусачками выравниваем один край и снова расширяем его заточенным карандашиком. Теперь обе плетенки вместе.
Не глубоко, на длине, чуть более 20 мм. Это мы формируем посадочное место для ручки-палочки. К слову, теперь ее нужно сделать или подобрать. Проще всего, конечно выстругать отколов ножом или топором кусочек прямослойной доски, но это может быть и ручка от старой кисточки и, пожалуй, карандаш.
Не повредит, острым ножом, чуть отступив от края палочки организовать небольшую кольцевую выемку, чтобы наша оплетка не сползла с ручки — при работе ее придется тянуть с некоторым усилием. Затем подготовленную двухслойную плетенку нахлобучиваем на ручку и в месте выемки, приматываем нетолстой медной проволокой. «Узелок» можно закрепить крохотной капелькой припоя, но и так, как будто бы не разматывается. Осталось уточнить длину и подрезать конец — длина «свободной» части, для мягкой плетенки из тонкого провода, удобна около 5 см.
Лудим конец плетенки тем припоем, которым предполагаем работать, при этом провода на конце частично расплетаются, это допустимо. Лудится несколько сантиметров от края, середина должна быть гибкая. Если припой не обычный ПОС, имеет смысл зафиксировать этот факт фломастером на ручке.
Выводы
Инструмент довольно удобен, время сильно не экономит, но обеспечивает существенно более равномерное покрытие. Кроме печатных плат, его можно использовать для лужения деталей перед конструкционной пайкой, в ювелирном деле, при изготовлении бижутерии, комбинированных витражах Тиффани со сложной пайкой. Для массивных металлических деталей, может потребоваться дополнительный подогрев (пламенем горелки, электроплитка, утюг, фен).
Применение олова для нанесения покрытий
| В статье рассматриваются различные способы нанесения покрытий из олова. Особое внимание уделяется горячему лужению и гальваническому методу, для которых описаны особенности технологического процесса, приведены достоинства и недостатки. |
Олово (Sn, Stannum) – относительно мягкий металл (твёрдость по Бриннелю НВ – 100-200 МПа) белого цвета с низкой температурой плавления (+232°С), широко применяется для покрытия металлических полуфабрикатов и готовых изделий с целью придать их поверхности определённые свойства. В силу своих физико-химических характеристик олово покрывает металл однородным, ровным и прочным защитным слоем. Процесс нанесения оловянного покрытия называется «лужение», а слой олова – «полуда». Толщина слоя определяется условиями эксплуатации изделия. Чаще всего лужению подвергаются детали из стали, меди, алюминия, а также из их сплавов.
Способы нанесения покрытий из олова
Оловянные покрытия сегодня в основном наносятся двумя методами, каждый из которых имеет ряд достоинств и недостатков. Один из них – это горячее металлопокрытие с погружением изделия в расплав олова. Во втором случае используется гальваническое (электролитическое) осаждение олова на поверхность детали, где в качестве исходного сырья применяются оловянные аноды с высокой химической чистотой. Существуют еще несколько механических и химических способов покрытия оловом (лужение натиранием, металлизация напылением, диффузионный метод и т.п.), которые в современных условиях имеют ограниченное применение из-за их сложности и низкой производительности.
Горячее лужение
Метод горячего металлопокрытия, или «метод погружения», заключается в том, что готовые детали, металлические листы или ленты, опускают в ванну (камеру) с расплавленным чистым оловом марок О1 и О2, которое слоем осаждается на их поверхности. Перед началом лужения полуфабрикаты подвергаются предварительной подготовке, их зачищают, обезжиривают в горячем водном растворе кальцинированной соды (Na2CO) и протравливают в 25 % растворе соляной кислоты (HCl). Цель подготовительных процедур – получить идеально чистую поверхность металла. На заключительном этапе подготовки выполняется флюсование. Изделия помещают в лудильную жидкость (активный флюс) с определённым химическим составом, основой которого обычно является хлористый цинк (ZnCl2). Его задача – защитить поверхность металла от окисления в процессе лужения. После этого, смоченное во флюсе изделие целиком погружают в расплавленное олово. Рабочая температура расплава составляет около 270-300°С, которая не позволяет олову окислиться, и вместе с тем, обеспечивает ему текучесть, комфортную для лужения. Время нахождения детали в расплаве зависит от того, какую толщину оловянного слоя требуется получить. Извлеченное из лудильной ванны изделие, уже покрытое слоем олова, отжимают (обтирают) и сушат, после чего оно готово к консервации и упаковке, или к повторному лужению.
Достоинства и недостатки горячего лужения
Ключевое преимущество метода горячего металлопокрытия – быстрота процесса. В числе его достоинств можно назвать высокую плотность и толщину покрытия до 25 мкм, качественное заполнение стыков и полостей деталей сложного профиля, повышающее коррозионную стойкость изделий. Недостатки – большой расход олова, что делает этот метод дорогостоящим, а также трудоёмкость процесса, включающего в себя ряд операций, которые должен выполнять вручную рабочий с соответствующим опытом. Ещё один минус – не достаточно равномерное распределение оловянного слоя в разных частях изделия.
Гальванический метод
Гальванический (электрохимический) метод лужения получил наибольшее распространение в современной металлургической промышленности. В основе технологии лежит электролиз – физико-химический процесс, который заключается в выделении, переносе и осаждении составных частей растворенных веществ с размещенного в электролите положительно заряженного электрода (анода), на отрицательно заряженный электрод (катод) под воздействием электрического тока. В роли исходного сырья здесь выступает оловянный анод марки О1, содержащий не менее 99,9% чистого олова. Катодом является обрабатываемое изделие, металлический лист или лента. В качестве электролитов используют концентрированные водные растворы кислот или щелочей, содержащие соли олова.
Для справки
Химическая чистота оловянного анода обусловлена требованиями ГОСТ 860-75, в соответствии с которыми количество примесей в исходном сырье не должно превышать 0,1 процента от его общего объема. Плотность олова в анодах составляет около 7,29 г/см 3 . Используемые для лужения оловянные аноды могут иметь разные формы. Помимо традиционных плоских, можно заказать оловянный анод в виде сферы или шара. Как правило, аноды нестандартной формы используются для лужения деталей сложного профиля.
Технология гальванического лужения
Перед началом гальванического лужения подбирают оловянные аноды необходимого размера. Площадь анода должна быть, как минимум, вдвое больше площади поверхности защищаемого изделия. Затем определяется состав электролита, который может быть приготовлен из разных химикатов и добавок, иметь разную концентрацию. В целом электролиты для гальванического лужения делятся на два основных типа: кислые и щелочные.
Кислые электролиты выбирают для покрытия оловом несложных деталей, поскольку они обладают низкой рассеивающей способностью, но в несколько раз быстрее щелочных работают на «осаждение» олова, что позволяет экономить электроэнергию и удешевляет итоговый продукт. Щелочной (станнатный) электролит, содержащий заданное количество станната натрия (Na2SnO3) и свободной щелочи (NaOH), напротив, обладает высокой рассеивающей способностью, поэтому его обычно используют для лужения изделий сложных форм. В состав кислых электролитов входят соли олова в виде двухвалентных ионных соединений, а в состав щелочных электролитов – в виде четырехвалентных.
Следующим этапом гальванического лужения является подготовка поверхности защищаемого изделия, которое очищается от окислов и обезжиривается. После этого в оловянную ванну с определенным типом электролита погружается оловянный анод и защищаемое оловом изделие. К аноду подключается проводник от источника постоянного тока с положительным зарядом, а к изделию (катоду) – с отрицательным. При подаче напряжения на аноде начинается реакция окисления, олово растворяется в электролите и, подчиняясь законам Фарадея, оседает на поверхности катода – изделия. Толщина оловянного покрытия регулируется длительностью процесса и силой тока.
Достоинства и недостатки гальванического метода лужения
Главным преимуществом гальванического способа лужения является высокая эффективность технологии, позволяющая при минимальном расходе олова получать однородное и равномерное покрытие необходимой толщины по всей поверхности обрабатываемого изделия. Возможность регулировать толщину покрытия позволяет задавать ей любой размер, вплоть до сверхмалых величин от 1 мкм. Экономия олова при гальваническом способе лужения, в сравнении с горячим методом, может достигать 50 процентов.
К безусловным плюсам также относят высокую скорость формирования оловянного слоя, что обуславливает высокую производительность. Важно отметить и тот факт, что оловянные аноды растворяются в электролите равномерно, с максимально возможным полезным использованием их ресурса. В числе недостатков гальванического метода лужения оловом можно назвать несколько более пористое покрытие, чем то, которое получается при горячем лужении, а также необходимость в наличии специального оборудования и квалифицированного рабочего персонала.
Свойства и задачи оловянных покрытий
Главным образом покрытия из олова используют для защиты деталей от питтинговой коррозии, которая возникает под воздействием органических кислот и солей. Кроме того, оловянное покрытие хорошо противостоит химическому воздействию серосодержащих соединений, присутствующих в пластмассах и резине. Оловянное покрытие обладает высокой адгезией к базовому металлу, не разрушается при механической деформации деталей (изгибе, штамповке, вальцовке, вытяжке, свинчивании), устойчиво к влиянию высоких и низких температур.
Области использования изделий с оловянными покрытиями
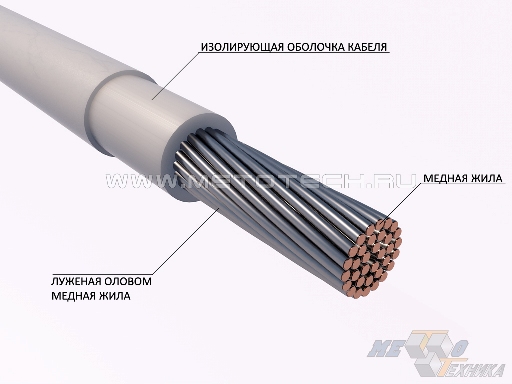
Рисунок 1. Лужение медного провода.
Поскольку соли олова не токсичны, оно является основным покрытием металлических аппаратов, посуды и тары в пищевой промышленности. В частности, олово применяют для производства, так называемой, «белой» жести, используемой для производства консервных банок. Оловом покрывают внутренние поверхности посуды из меди (например, джезвы для кофе) и чугуна, котлы для варки пищи на предприятиях общественного питания, крюки для подвешивания туш животных, полуфабрикатов и готовой продукции на мясокомбинатах. Оловянное покрытие наносят на медные кабели для защиты от воздействия серы в резиновой изоляции, на трущиеся поверхности деталей машин и механизмов, где оно выступает в роли легко прирабатывающегося слоя, а также используют для решения множества традиционных и специальных задач в десятках отраслей промышленности.
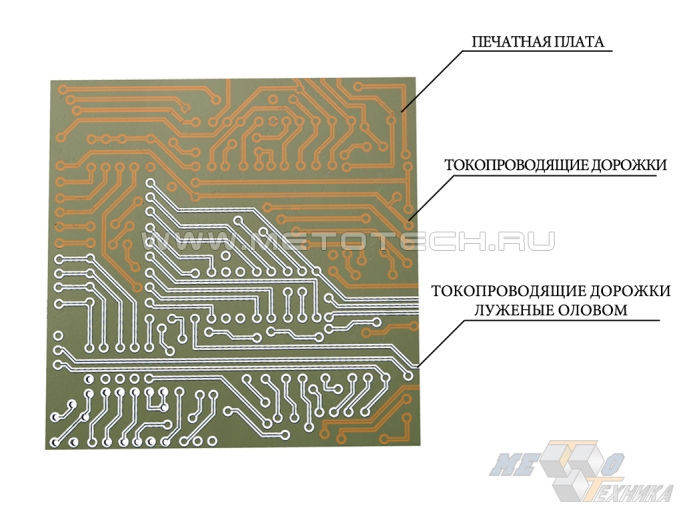
Рисунок 2. Печатная плата.
телефоны:
8 (800) 200-52-75
(495) 366-00-24
(495) 504-95-54
(495) 642-41-95
Источник http://spb-bitauto.ru/raznoe/luzhenie-avtomobilya-olovom-luzhenie-i-pajka-kuzova-avtomobilya.html
Источник http://gazsnabstroy.ru/raznoe/chto-takoe-luzhenie-metalla