Содержание
Можно ли варить кузов автомобиля сварочным инвертором
Эффективная сварка кузова машины: рекомендации автосварщика
Потребность в сварке металлических частей машины возникает при развитии коррозии на деталях автомобиля или исправлении повреждений после ДТП. Произвести сварочные работы в собственном гараже доступно каждому: надо понять, как работают сварочные аппараты, вооружиться необходимыми инструментами и потренироваться на практике.
 Сварка кузова авто требует правильного подхода к делу и определенных навыков
Сварка кузова авто требует правильного подхода к делу и определенных навыков
Как лучше сваривать металл
Чтобы ответить на вопрос – какой сварочный метод лучше какой аппарат использовать, нужно ознакомиться с принципом работы каждого. Существует два основных способа сварки металлических деталей авто в собственном гараже – полуавтоматом с углекислотным баллоном или инвертором. Оба метода отличаются от аналогичных работ в заводских условиях.
Кузов автомобиля, сошедшего с заводского конвейера, не цельнолитой, он сваривается из отдельно отштампованных деталей. Сварка кузова автомобиля в заводских условиях точечная – прочно зафиксированные детали сжимаются нерасходными электродами, через которые проходит электроток. При сильном зажатии отсутствует линейное температурное расширение, образуется прочный и неразличимый на глаз шов, а сама деталь не меняет форму при нагреве.
Сварка кузова автомобиля электродом по заводскому типу в гараже затруднительна, так как для прочного закрепления детали требуется дополнительное оборудование. Поэтому в автосервисах и собственных гаражах мастера предпочитают пользоваться углекислотным полуавтоматом или инвертором.
Принципы сварки инвертором
Инвертор – сварочный аппарат с высокой частотой преобразования тока (30–40 кГц вместо обычных сетевых 50 Гц). Это компактный, но мощный агрегат малых размеров и небольшого веса, работа с которым имеет ряд преимуществ:
- легкий вес аппарата облегчает работу с ним;
- сварка инвертором происходит быстро, металл нагревается до высокой температуры мгновенно;
- сварочный ток остается стабильным при перепадах напряжения, не создает излишних нагрузок для сети;
- устройство экономично – потребляет на 15–20 % меньше электроэнергии по сравнению с другими агрегатами;
- разбрызгивание расплавленного металла не интенсивное;
- основы сварки инвертором несложны, освоить процесс может каждый автолюбитель.
 Научиться работать с инвертором не сложно, потренируйтесь на каких – нибудь железных обрезках
Научиться работать с инвертором не сложно, потренируйтесь на каких – нибудь железных обрезках
Недостатки прибора в том, что он недешев, и толщина соединяемых листов металла небольшая – до 3 мм. Профессионалы позиционируют устройство как лучший аппарат для сварки в бытовых условиях, но мастера предупреждают о его частых поломках.
Чтобы научиться правильно варить инвертором, потребуется розетка с напряжением в сети 220 В, металлическая заготовка, электроды, сам инвертор и неделя времени для освоения навыка. Диаметр электродов, достаточный для применения в бытовых условиях, составляет 2–5 мм, причем марка и диаметр электрода влияет на получение прочного сварного шва. Перед началом работы в инверторе выставляют силу тока – она зависит от толщины детали и электрода. Значение силы тока определяют по таблице, которую производители для облегчения задачи помещают на корпусе устройства.
Для работы со сварочным аппаратом обязательно применяются средства защиты – маска, перчатки, огнезащитный комбинезон.
Инверторная сварка своими руками облегчается встроенными в электронику инвертора высокотехнологичными функциями:
Hot start (в переводе «горячий старт») – моментальный поджиг дуги, он вызывают трудности у начинающего сварщика.
Ark force («сила дуги») увеличивает ток и препятствует залипанию электродов, которое возникает, если приближать электрод к свариваемой детали слишком быстро.
Anti-sticking («против прилипания»). Если электрод прилип, то функция отключает ток, перегрев аппарата предотвращается.
Сварочный процесс начинается с поджига дуги, затем электрод подносят к свариваемой детали и удерживают под углом на расстоянии, равном нескольким миллиметрам. Следующий шаг – заливают края соединяемых деталей расплавленным металлом. После остывания сварочного шва окалину отбивают молотком или убирают щеткой с металлическими зубьями. Начинающим мастерам лучше поучиться варить инвертором на пробной заготовке.
Для получения прочного сварного шва важно учитывать полярность при сварке инвертором. При сварке возникает положительный и отрицательный заряд, электроды также обладают полюсами. При прямой полярности (минусом электрода к дуге) зона расплавления узкая и глубокая, при обратной (плюсом электрода к дуге) – широкая и мелкая. Обратная полярность при сварке инвертором используется для исправления дефектов на участке небольшой толщины, где есть опасность прожечь металл, и для сварки нержавейки инвертором – в силу химических особенностей сплава она сложнее поддается обработке.
Сварка углекислотным полуавтоматом: специфика и преимущества
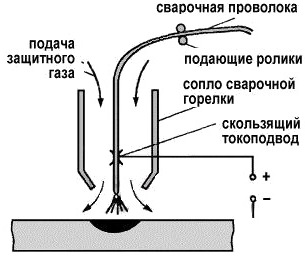
Сварка полуавтоматом предполагает автоматизацию некоторых процессов: электрод подается не ручным, а автоматическим способом, аппарат управляет дугой, он же подает защитный газ.
Чтобы правильно варить полуавтоматом сварщик выполняет следующие действия:
- настраивает полуавтомат;
- ручным способом продвигает горелку в направлении сварки;
- соблюдает скорость движения;
- подготавливает металл;
- подгоняет сваренные соединения.
Полуавтоматическая сварка своими руками начинается настройкой аппарата:
- выставление силы тока (по таблице соответствия в зависимости от толщины металла);
- регулировка скорости и направления (вперед – назад) подачи проволоки, натяжения, силу прижима ролика;
- настройка поступления и расхода газа.
Сварка полуавтоматом для начинающих невозможна без предварительного изучения технических аспектов работы. Преимущества углекислотных сварочных агрегатов заключаются в следующем:
- обеспечивается возможность варить полуавтоматом листы металла разных толщин (0,8–6 мм);
- обрабатываются различные виды сплавов;
- исправляются сложные повреждения – заделываются дыры, привариваются дополнительные детали, выправляются вмятины;
- свариваются старые листы металла, затронутые коррозией, соединение которых другими аппаратами не делается.
Среди недостатков выделяют интенсивное разбрызгивание металла в процессе работы и сильное излучение дуги.
Совет. Для сварки инвертором и углекислотным полуавтоматом достаточно типового напряжения в сети 220 В. До начала работ рекомендуется протестировать напряжение в сети гаража – при 210 В и меньше сварка полуавтоматом проблематична.
Проводим работы своими руками
Ремонтировать автомобиль самостоятельно лучше оборудованием, выпущенным заводским способом, но при желании используют подручные средства или изготавливают сварочный автомат из инвертора своими руками. Подготовка к сварке предусматривает обеспечение пожарной безопасности, собственной защиты и автомобиля. Для этого освобождают захламленный выход из помещения, ставят ведро с водой, надевают средства индивидуальной защиты и накрывают необрабатываемые части автомобиля.
Ржавые детали снимаются с автомобиля, прогнившие места вырезаются. Для этого понадобится просверливание, использование болгарки или автогена. Обрезанные края зачищаются и покрываются грунтом.
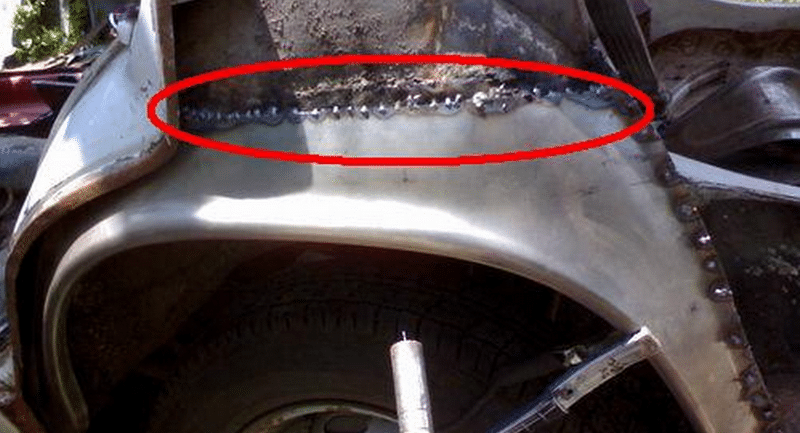
Сварка кузова заключается в заделке дыр, наваривании новых деталей к корпусу или выпрямлении вмятин. Приваривать новые детали и ставить заплатки лучше стежками длиной 2 см с расстоянием между ними 5 см – в данном случае конструкция получится жесткой, а затем обработать оставленные промежутки.
Если сварочные швы на внешней детали, то они зачищаются болгаркой и шлифуются.

Приобретая подержанное транспортное средство, необходимо внимательно изучить его на наличие различных недостатков. В этом вопросе важны любые незначительные нюансы, поскольку в будущем они могут вылиться в большие проблемы. Выбирая автомобиль, многие потенциальные покупатели обращают внимание лишь на технические характеристики, состояние мотора, трансмиссии, ходовой части и других сопутствующих элементов, приводящих машину в движение. Соответственно, проверке новизны и целостности кузова не уделяют должного внимания, хотя состояние этой части автотранспорта также имеет первостепенную важность.
Эксперты отмечают, что кузов автомобилей, производимых отечественным автопромом, может иметь свои первоначальные характеристики вплоть до 10 лет активной эксплуатации, после этого он начинает изнашиваться и гнить. Импортные машины в этом вопросе более выносливые, их кузов может прослужить до 15 лет. Это обусловлено высоким качеством металла, используемого при производстве автомобильных корпусов.

Сегодня владельцы таких внедорожников чаще всего обращаются в автосервисы для создания дополнительных рам, бычьих планок, задних и передних лебедок, а также противотуманных фар, располагающихся на крыше транспорта.Основным преимуществом этого метода является высокая скорость, благодаря которой вы сможете завершить всю работу в кратчайшие сроки. Инвертор используется для создания сварных швов на кузове автомобиля еще с советских времен. Он применяется в основном для отечественного внедорожника УАЗ-469, кузов которого не так сильно прихотлив к эстетичному виду. Для отечественного внедорожника на первом месте стоит надежность и прочность всех составляющих, в число которых входит и корпус.
Для увеличения скорости работ и повышения надежности крепления инвертором варить нужно именно эти детали.
Инверторная сварка опирается на создание высокочастотного электротока. Чаще всего оборудование такого типа довольно громоздкое, но более дорогостоящие аппараты могут похвастаться портативностью и малыми габаритами. Вместе с тем, качество сварных швов, создаваемых инверторными аппаратами, практически не зависит от человека. Такое оборудование легко осваивается за несколько часов. Но у данного типа сварки существуют свои недостатки:
- высокая цена;
- отсутствие возможности создания сварных швов на металле толщиной более 3 мм;
- возникновение неисправностей из-за попадания влаги и пыли в корпус.
Эксперты рекомендуют приобретать аппарат со средней и высокой стоимостью, поскольку самые дешевые модели считаются малонадежными. Еще одним достоинством инверторной сварки является возможность эксплуатации при невысоком напряжении в электросети. Следует помнить, что при работе со сварочным оборудованием такого типа необходимо соблюдать правила техники безопасности.

Как правило, российские заводы производили низкокачественные кузова для таких автомобилей, как ВАЗ-2101, 2108, 2106, 2109, 2107 вплоть до 1994 года. По истечении 10-летнего срока процесс гниения поражал большую часть кузовного металла. Это обусловлено неправильным подходом к окрашиванию автомобилей. Проще говоря, кузов машины раньше не грунтовался совсем.
Сейчас на рынке подержанного автотранспорта редко встретишь модели, которые не претерпели изменений с тех времен. Большинство из них было реконструировано при помощи полуавтоматической сварки, которая лучше всего подходит для латания пораженных областей кузова отечественных автомобилей.
Сварочный полуавтомат создает соединение посредством особой проволоки. Он считается наиболее универсальным средством сварки кузовного металла на сегодняшний день. Полуавтомат предназначен для сварки металла толщиной 0,8-6 мм.
Он применяется в следующих видах работ:
- создание надежного соединения на лонжеронах;
- создание заплаток в областях, подверженных коррозии;
- выпрямление аварийных вмятин.
Полуавтомат функционирует по принципу подачи давления при помощи углекислого газа из специального баллона. В процессе подачи кислород постепенно вытесняется, что обеспечивает защиту обрабатываемого участка от окисления. Процедура сварки таким типом оборудования подразумевает постепенное плавление металлической структуры кузова. Поскольку этот процесс регулируется, вероятность сгорания железа полностью исключена.
Преимуществом полуавтомата считается возможность создания соединения на любых типах металла. Если углекислый газ заменить на аргон, появляется возможность сварки цветных металлов, в число которых входит алюминий и нержавеющая сталь. Для создания надежного соединения рекомендуется сваривать область 2 см швами с интервалом в 5 см. Перед началом работ обрабатываемую область нужно обязательно загрунтовать в соответствии со всеми правилами этого процесса.
Самостоятельная сварка тонкослойного металла – довольно трудоемкий процесс. Для этого потребуется необходимый опыт создания сварных швов на металлических листах и навыки определения областей, которые нуждаются в сварке.
В первую очередь необходимо хорошо осмотреть корпус машины и проанализировать пораженные участки. Это позволит вам определиться, в каком ремонте нуждается автомобиль, который может быть локальным или капитальным.
Капремонт предполагает объемные работы, связанные с заменой конкретных участков кузова, а локальный – создание надежных заплаток в некоторых его местах. Если у вас есть необходимый опыт работы со сварочным оборудованием, вы сможете справиться с обоими видами ремонта. Без требуемых навыков рекомендуется попробовать залатать только частичные участки, подверженные коррозии.
При гниении кузова в не сильно заметных областях в качестве заплатки можно применять различные типы материалов. Основным требованием в этом случае является схожесть по толщине и высокая надежность.
Сварка кузова автомобиля

При активной эксплуатации машины кузова хватает на 10—15 лет. Именно по истечении этого времени начинается процесс коррозии металла. Следовательно, придется проводить ремонтные работы самостоятельно или на СТО.
Сварка кузова автомобиля своими руками вполне возможна, если иметь для этого все необходимое оборудование.
Какие элементы чаще всего подлежат ремонту
В основном требуют наладки следующие части машины:
- колесные крылья и арки;
- порог машины;
- днище;
- пол, особенно — в тех местах, где есть углубление под запаску.
Если вы заметили, что эти части вашего ТС требуют ремонта, нужно брать сварочный аппарат и приступать к делу.
 Колесные крылья и арки чаще всего нуждаются в ремонте
Колесные крылья и арки чаще всего нуждаются в ремонте
Чем сваривать поверхность
Некоторые автовладельцы считают, что провести такие ремонтные работы можно сварочным аппаратом, который работает при помощи переменного тока. На самом деле, при помощи такого сварочного аппарата невозможно добиться качественного для металла машины шва. Кроме этого, весьма проблематично добраться с электродом в узкие места автомобиля. Следует отметить, что аппаратом на переменном токе качественно можно проварить металл толщиной не более 0,6 миллиметров.
Ввиду того, что толщина металла на машине не менее 0,8 мм, следует использовать углекислотный полуавтомат или инвертор. В качестве скрепляющего материала применяется специальная проволока или электроды из вольфрама.
Чем варить тонкий металл автомобиля. Как варить кузов автомобиля инвертором – подробная инструкция
При возникновении необходимости в кузовном ремонте, прежде всего, всатет вопрос о вспомогательных средствах, которые помогли бы исправить имеющееся положение вещей (повреждение кузова). Так, в частности вам, необходимо будет иметь оборудование для правки кузова, сварочное оборудование и конечно же малярное — покрасочное оборудование.
Конктретно в этой статье, мы хотели рассказать лишь об одном из этапов кузовного ремонта. То есть лишь об одном виде оборудования. Данная статья будет посвящена сварочному оборудованию для выполнения кузовных работ на автомобиле своими руками. Мы поговорим о выборе сварочного аппарата, о технике безопасности, принципах работы сварочного аппарата, материалах используемых для сварки кузова и о технологии сварки.
Сварочный аппарат переменного тока с электродами для сварки кузова автомобиля (ручная сварка)
 Для самых неискушенных может показаться, что можно обойтись рядовым сварочным аппаратом для ремонта кузова автомобиля, а аменно сварочником переменного тока с электродами и возможностью выставлять ток под них. Хотелось сразу сказать откровенно, что если вы хотите достичь прочного качественного эстетичного шва на кузове автомобиля, то с таким сварочным аппаратом вам это не реализовать. Для ремонта кузова автомобиля такой аппарат вам никак не подойдёт. На легковом автомобиле почти нет таких мест, куда можно без проблем подлезти электродом, или это вообще невозможно или электрод придется каждый раз откусывать что бы подобраться к месту сварки. Такой сварочный аппарат на электродах подойдет в случае если надо приварить грубое железо, если вы оторвали буксировочный крюк или фаркоп. Или захотели на скорую руку заварить лопнувшую раму на грузовом автомобиле. Если вам нужно варить арматурную сетку из прутка, так скажем, толщиной от 10 мм, или другой, относительно толстый металл, то такой выбор – в самый раз.
Для самых неискушенных может показаться, что можно обойтись рядовым сварочным аппаратом для ремонта кузова автомобиля, а аменно сварочником переменного тока с электродами и возможностью выставлять ток под них. Хотелось сразу сказать откровенно, что если вы хотите достичь прочного качественного эстетичного шва на кузове автомобиля, то с таким сварочным аппаратом вам это не реализовать. Для ремонта кузова автомобиля такой аппарат вам никак не подойдёт. На легковом автомобиле почти нет таких мест, куда можно без проблем подлезти электродом, или это вообще невозможно или электрод придется каждый раз откусывать что бы подобраться к месту сварки. Такой сварочный аппарат на электродах подойдет в случае если надо приварить грубое железо, если вы оторвали буксировочный крюк или фаркоп. Или захотели на скорую руку заварить лопнувшую раму на грузовом автомобиле. Если вам нужно варить арматурную сетку из прутка, так скажем, толщиной от 10 мм, или другой, относительно толстый металл, то такой выбор – в самый раз.
Какой сварочный аппарат нужен для сварки деталей кузова автомобиля?
При необходимости варить тонкий кузовной металл, толщиной порядка 0,8 -1 мм, а не жечь в нём дырки, сварочный аппарат должен быть углекислотным полуавтоматом. Если подробнее то углекислотный полуавтомат, это сварочник который варит проволокой, автоматически подаваемой в зону сварки, или аппарат, предназначенный для сварки неплавящимся (вольфрамовым) электродом в среде защитного газа. На западе такие автоматы имеют абревиатуру MAG и TIG, о том что это значит чуть далее. Причём, углекислотный полуавтомат можно назвать основным видом сварочных аппаратов для гаражников, и сервисов выполняющих кузовной ремонт. Углекислотный аппарат наиболее универсальный и доступный среди всех сварочников, которыми можно выполнить качественно кузовной ремонт. Он может варить стальной лист толщиной от 0,8 мм и вплоть до 5-6 мм. То есть углекислотный автомат вполне заменит сварочный аппарат на электродах, а вот наоборот уже не получится. При этом стоит отметить, что качество сварки (провар и исключение напряжения металла в околошовной зоне) даже для грубого железа здесь получится на порядок выше.
Надо заметить и следующее, если научиться варить электродом – долгий и не простой процесс, то научиться варить углекислотным полуавтоматом значительно быстрее и проще, так как от вас не требуется умение зажигать и поддерживать дугу во время сварки. То есть, квалификация сварщика на полуавтомате может быть ниже, но качество при этом шва будет выше.
Суммируя всё вышесказанное, можно убедительно заявить, что гаражная сварка кузова автомобиля – это прежде всего электрическая сварка в среде защитного газа выполняемая полуавтоматом.
Что может полуавтомат в качестве сварки кузова автомбиля и не только.
Еще раз повторимся про полуавтомат более конкретно, вернее про его возможности. Сварка полуавтоматом – основа кузовного ремонта автомобиля. Только благодаря тому, что у вас есть надёжный углекислотный полуавтомат, ремонт любого автомобиля не будет казаться авантюрой. Будь то старая, дырявая и убитая «копейка», у которой вместо порогов осталась лишь ржавая бахрома, а водитель и пассажиры ежесекундно рискуют выпасть из салона через огромные дыры в полу, или пафосная иномарка, расплющенная невнимательной блондинкой в роковом ДТП. С помощью углекислотного полуавтомата вы восстановите любой кузов – приварите любые заплаты на любые дыры, вварите новые кузовные детали – крылья, пороги, лонжероны, ремонтные вставки, выправите вмятины, к которым нет доступа изнутри, и тем самым подарите автомобилю новую жизнь.
Помимо ремонта автомобильных кузовов, углекислотный полуавтомат позволит вам решить множество других важных проблем:
1. Ремонтировать сваркой садовый и домашний инвентарь
2. Сваривать водопроводные трубы.
3. Изготавливать специнструмент для ремонта автомобиля – например, мощный торцовый ключ для отворачивания ступичных гаек
4. Изготавливать любые металлоконструкции для вашего гаража, например, стеллажи из стального профиля.
Технические термины абревиатуры используемые в сварочных работах
MIG — металл – инертный газ (например, аргон). Сварка происходит в среде инертного газа, не взаимодействующего с расплавленным металлом.
MAG — металл – активный газ (углекислый газ). Сварка происходит в среде защитного газа, взаимодействующего с расплавленным металлом сварного шва. Некоторые пояснения: если вы варите углекислотным полуавтоматом, то значит, это MAG сварка. Если вам надоело варить с углекислым газом, и вы подключили тот же полуавтомат к баллону с аргоном, то это уже MIG сварка.
TIG — сварка неплавящимся вольфрамовым электродом в среде инертного газа (как правило, аргона).
Какие газы используют для полуавтоматической сварки кузова автомобиля
Основной газ применяемый для полуавтоматической сварки это СО2 (двуокись углерода), также именуется как диоксид углерода, угольный ангидрид.
Двуокись углерода подается в зону сварки под давлением, при этом вытесняет обычную воздушную среду, что предотвращает металл от излишнего окисления. Если быть до конца честным, то кислород и в этом случае выделяется из двуокиси углерода, но в гораздо меньшем количестве, чем, если бы сварка проводилась без него.
Предотвращение окисления позволяет сохранить больший объем металла, которые не перешел в оксиды (FeO). В итоге металл не сгорает, а только плавится, выделяется меньше шлака (оксидов).
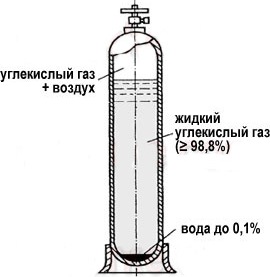
Как правило, двуокись углерода получают из углекислоты (ГОСТ 8050 — 76), фактически это сжиженный газ. Углекислота хранится в специальных баллонах объемом по 40 кг, при этом углекислоты заправляют в баллон лишь 25кг. При испарении 1 кг жидкой углекислоты при 0°С и 760 мм рт. ст. образуется 506,8 л газа, то есть 25 кг углекислоты составят 12,67 м3 газа. А вот какие должны быть баллоны, для хранения углекислоты мы поговорим далее. Углекислота бывает технической или пищевой. В принципе подойдёт любая, но в технической меньше содержание водяных паров, которые совсем ни к чему в зоне свариваемых деталей.
Если вместо двуокиси углерода в качестве защитного применить аргон, то сваривать можно и цветные металлы – нержавейку, алюминий, латунь и другие сплавы и металлы. При одном обязательном условии, что вы будете применять соответствующую сварочную проволоку – т.е. из нержавейки или алюминия. Что касается сварки неплавящимся электродом (TIG сварка), то этот вид сварки требует большей сноровки, и менее удобен для сварки кузовного металла. Хотя, качество сварки этим способом – вне конкуренции.
Здесь возможны варианты. Можно купить малогабаритный импортный баллон с углекислотой, но это дороговато. Более ходовой слчай, это стандартный отечественный баллон объёмом 40 или 25 литров. Углекислый газ, вернее углекислота в баллонах находится в жидком состоянии и занимает чуть больше половины их объёма. В остальной половине находится газ в своей естественной фазе — газообразной.
Если для вас сварка – не случайный эпизод, а дело жизни – покупайте не большой баллон, литров на 20 литров. Такого баллона хватит надолго – на год, а то и больше, при этом перетаскивать его можно в одиночку. И ещё. Такой баллон легко умещается на заднем сидении практически любой легковушки.
Что касается 45 литрового баллона, то он, конечно, работает ещё дольше. Но он тяжеловат для оперативного перемещения. Перетаскивать в одиночку такой баллон, особенно заправленный, очень тяжело – можно надсадиться. Остаётся потихоньку перекатывать…
Можно ли для полуавтоматической сварки применять обычный газовый баллон
Некоторые наверное очень хотели бы сэкономить, применив обычный газовый баллон, при проведении сварочных работ полуавтоматической сваркой. И если по объему у обычного газового баллона все в порядке, то насчет его давления и присоединительной резьбы, такого не скажешь.
Во-первых рабочее давление у баллона для углекислоты порядка 14,7 МПа (150 атмосфер). В обычном газовом баллоне рабочее давление составляет всего лишь 1,6 МПа (16 атмосфер).
Во-вторых, присоединительная резьба на обычном газовом баллоне не обеспечит соединения редуктора высокого давления с баллоном без применения переходника.
То есть, обычный газовый баллон использовать для хранения углекислоты и применения в полуавтоматической сварке нельзя.
Редуктор для полуавтомата для проведения сварочных работ
Редуктор для отечественных баллонов можно купить в сварочных отделах инструментальных магазинов. Корпус редуктора выкрашен в чёрный цвет (как и сам баллон под углекислоту), и имеет регулятор давления газа на выходе и манометр.
Манометр имеет две шкалы и показывает как давление газа на выходе, так и его расход в литрах в минуту.
Редуктор крепится к баллону накидной гайкой на 32. Не забудьте установить паронитовую прокладку, иначе соединение будет «течь»
Годится и кислородный редуктор. У такого редуктора два манометра – один показывает давление непосредственно в баллоне, а другой на выходе редуктора. Давление газа на выходе регулируется точно так же, как и у углекислотного редуктора. Основное различие в том, что корпус кислородного редуктора окрашен в голубой цвет.
Сварочная проволока для полуавтомата
Проволока должна быть омеднённой, нашей, или импортной. Наша проволока может называться СВ08Г2С, или СВ08Г2 (диаметр 0,8 мм). Сварка будет успешной с любой проволокой, лишь бы она была омеднённой и без грязи и ржавчины.
В некоторых случаях сварка может вестись так называемой “флюсовой”, или “самозащитной” проволокой. Она сделана по технологиям порошковой металлургии и содержит защитный флюс, и, следовательно, не требует применения защитного газа.
Но такая проволока значительно дороже обычной, да и сварные швы выглядят не так красиво, как при сварке обычной проволокой в среде углекислого газа.
Наиболее распространённый диаметр сварочной проволоки – 0,8 мм. Её можно купить практически в любом сварочном отделе любого инструментального и даже хозяйственного магазина. Этой проволокой можно варить как тонкий (0,7 – 0,8 мм), так и достаточно толстый металл – 4 мм и толще.
Если вы специализируетесь на сварке тонкого (от 0,6 мм) металла, то удобнее использовать проволоку диаметром 0,6 мм. Этой же проволокой вы можете варить и толстый металл – от 4 мм и толще.
Кстати, проволока диаметром 0,6 мм бывает только импортная. Во всяком случае, лично мне отечественная проволока такого диаметра не попадалась.
Можно ли в полуавтомате применять обычную проволоку
Как мы рассказали выше, основной задачей двуокиси углерода является предотвращение окисления. Дело в том, что частично в этом процессе участвует также и сварочная проволока. Когда металл окисляется, то первыми компонентами, которые участвуют в окислении металла, являются марганец и кремний. Для того, чтобы полезный объем кремния и марганца сохранялся в металле конструкции, в сварочную проволоку также добавляют эти элементы. При этом, кремний и марганец из проволоки окисляются в первую очередь, заменяя собой элементы из металла конструкции, которую мы свариваем. Тем самым сохраняя объем металла в свариваемых деталях.
То есть, использование обычной проволоки не даст желаемых результатов.
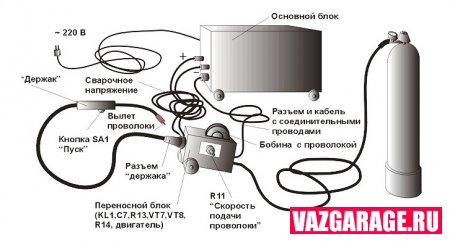
Углекислотный сварочный полуавтомат – примеры полуавтоматов и основные органы управления для сварки кузова.
Далее в статье, мы более подробно затронем принцип использования управляющих органов сварочного полуавтомата для кузовного ремонта автомобиля, в случае сварки кузова автомобиля своими руками, а также наглядно продемонстрируем все подключения, необходимые для начала сварочных работ.

(на фото полуавтомат — Блю Велд 4.135)
Первоначально взгляните на переднюю панель полуавтомата. Как правило здесь есть выключатель, регулятор тока сварки, регулировка скорости подачи проволоки.
Теперь перейдем к подключения баллона высокого давления.

Баллон и редуктор без которого качественные сварочные работы кузова невозможны
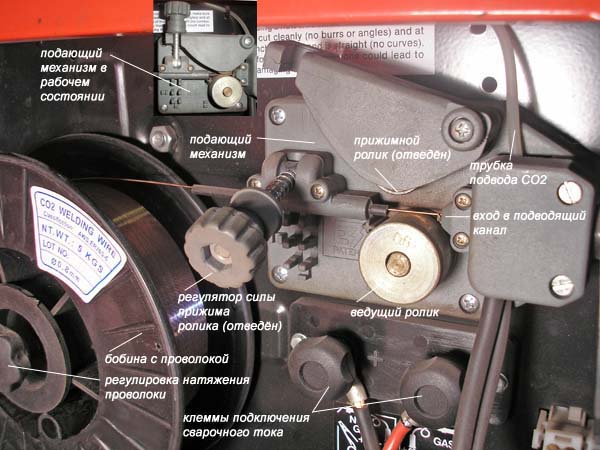
Подающий механизм и бобина с проволокой полуавтомата для сварки кузова Пантер 132
Второй возможный вариант «заправки» проволоки в полуавтомат
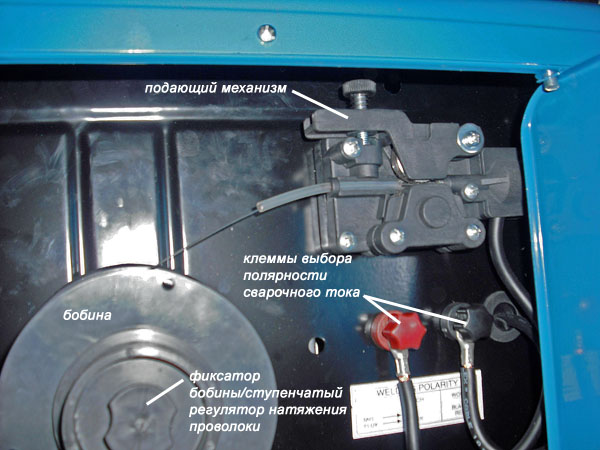
Подающий механизм и бобина полуавтомата для сварки кузова Блю Велд 4.135.
Подготовка полуавтомата к работе для сварки кузовных деталей автомобиля.
Что нужно сделать перед подключением сварочного полуавтомата.
Прежде, чем пускаться в рассуждения по поводу того, как правильно подключить полуавтомат, вы должны провести тест – тест гаражной сети на нагрузочную способность.
Говоря русским языком, вы должны выяснить, потянет ли гаражная сеть такую нагрузку,ток, какой потребляет сварочный полуавтомат.
Суть этого теста заключается в следующем: вы должны измерить тестером напряжение в гаражной сети, к которой подключена нагрузка мощностью 2,5-3 кВт. Это может быть электроплитка, утюг или их комбинация.
Если напряжение под нагрузкой меньше 205 – 210 Вольт, то работа обычного полуавтомата становится проблематичной.
Если у вас – инверторный полуавтомат, то он несколько лучше переносит пониженное напряжение.
Но если в гаражной сети под нагрузкой всего 170 – 180 вольт, то нормальная сварка невозможна.
Это значит, что вы сначала должны решить вопрос с сетью, вернее с током, а затем уже думать о дальнейшем
О том, как готовить полуавтомат к работе, написано в мануале к нему. Но, у вас может быть б/у аппарат, купленный с рук, или просто могут возникнуть те или иные вопросы поэтому о подготовке к сварке кузова автомобиля далее:
1. На первом этапе “заряжаем” полуавтомат сварочной проволокой. Для этого придётся:
а) Снять (или отвинтить) газовое сопло сварочной горелки.
б) Отвинтить медный наконечник сварочной горелки. Это делают ключом или пассатижами.
в) Отвести прижимной ролик подающего механизма.
г) Установить евробобину с проволокой.
д) Устанавливаем нужную полярность сварочного тока, а именно: при сварке флюсовой проволокой – плюс на зажиме, минус – на горелке. В этом случае максимум тепловыделения будет на проволоке, что необходимо для активации содержащегося в ней флюса. Такая полярность называется прямой.
Если вы варите с углекислым газом обычной проволокой, то полярность будет обратной – плюс на горелке, минус на зажиме. В этом случае максимум тепловыделения будет на свариваемом металле.
Переключение полярности производится перестановкой клемм (см. фото).
е) Завести руками конец проволоки в подающий канал на 10 – 20 сантиметров. Делайте это аккуратно, чтобы проволока не «осыпалась» с бобины. Проволока должна быть абсолютно ровной, безо всяких резких изгибов. Если изгибы есть, то острыми кусачками откусите дефектный конец, и только потом продолжайте работу.
ж) Удерживая проволоку от «осыпания», подведите прижимной ролик. Проследите за тем, чтобы проволока попала в канавку на ведущем ролике.
Кстати, канавок может быть две – одна для проволоки диаметром 0,6мм, другая – для 0,8мм. Это значит, что подающий ролик нужно установить так, чтобы проволока попала в «правильную» канавку.
Если канавка на ролике одна – значит, ролик универсальный и париться не о чем.
и) Подключаем полуавтомат к сети, и нажимаем на клавишу на рукояти сварочной горелки. Проволока приходит в движение, и через некоторое время появляется на выходе сварочной горелки. Для ускорения процесса протяжки проволоки можно выставить максимальную скорость подачи проволоки. Обычно, для этого достаточно повернуть плавный регулятор величины сварочного тока до упора вправо. Подающее устройство начинает громко визжать, и проволока очень скоро вылетает из подающего канала.
Кстати, о клавише: когда вы нажимаете на неё, сначала открывается подача газа, и только в следующий момент включается подача проволоки и сварочного тока. Подача газа открывается газовым клапаном, расположенным, как правило (но не всегда), в горелке.
к) Надеваем на проволоку нужный медный наконечник, и завинчиваем его ключом или пассатижами. Кстати, у наконечника должен быть соответствующий диаметр отверстия – или под проволоку 0,6мм, или под 0,8мм, или под другую. Обычно на фирменном наконечнике есть клеймо с диаметром проволоки.
м) Устанавливаем газовое сопло.

Горелка СО-2 сварочного полуавтомата
2. На втором этапе подключаем углекислый газ.
Для этого придётся:
а) Установить редуктор на баллон с углекислотой.
б) Соединяете шлангом редуктор и полуавтомат. Здесь тоже возможны варианты – либо на вашем аппарате имеется штуцер для подключения шланга, либо из полуавтомата выходит тонкая длинная полипропиленовая трубка.
В первом случае всё просто – соединяете оба штуцера – и на редукторе, и на аппарате резиновым, лучше кислородным, шлангом (внутренним диаметром 6мм) нужной длины. Штуцер на редукторе должен иметь соответствующий шлангу диаметр (штуцера бывают на 6, 8 или 12 мм)
Крепление шланга на штуцерах – с помощью червячных хомутов.
В случае полипропиленовой трубки подключение происходит несколько по-другому: в комплект таких полуавтоматов входит переходник, с помощью которого полипропиленовую трубку можно подключить к резиновому шлангу. А шланг подключают к редуктору уже известным способом.
Регулировка сварочного полуавтомата при проведении сварки кузова
Перед тем, как начать работать, вы должны провести ряд регулировочных работ:
а) Отрегулировать натяжение сварочной проволоки. Это делается с помощью пластиковой гайки, установленной на оси бобины. Закручивая гайку, вы увеличиваете трение между бобиной и опорой, на которой она находится. В результате в процессе протяжки проволока автоматически натягивается пропорционально установленной вами силе трения.
Или другим способом, определяемым типом вашего полуавтомата. Так или иначе, натяжение проволоки должно быть таким, чтобы проволока не «осыпалась» с бобины, но и не особенно затрудняло протяжку.
б) Отрегулировать силу прижима прижимного ролика в подающем механизме. Сила прижима должна быть такой, чтобы проволока уверенно, без проскальзывания между роликами, подавалась в канал при любых изгибах подводящего шланга.
Но, с другой стороны, проволока не должна ломаться на входе в подающий канал, если по – какой либо причине застряла в нём.
Например, проволока приварилась к медному наконечнику и «встала». Если ролик прижат чрезмерно сильно, то проволока сломается в промежутке между роликом и входом в подводящий канал, а если прижим нормальный – то начнёт проскальзывать.
в) Отрегулировать расход газа. Для этого медленно открываем вентиль на 1-2 оборота на газовом баллоне. Регулятором давления на редукторе предварительно выставляем давление на выходе порядка 2 Кг/см.
Далее.
Нажимаем на клавишу, расположенную на рукояти сварочной горелки. Нажимаем так, чтобы проволока осталась «стоять», а газовый клапан открылся. Вы услышите лёгкое шипение газа, выходящего из сопла газовой горелки (можете его понюхать – пахнет кислятиной). Хотя нюхать конечно не стоит, так как это все таки двуокись углерода, то есть возможно кислородное голодание.
В это время расход газа (его величину смотрите на манометре по шкале расхода) должен составлять 8-10 литров в минуту.
Если расход сильно отличается от рекомендованного, корректируете его.
Учтите, что искомый параметр – расход газа, а не его давление.
Расход газа зависит от величины сварочного тока. Простое правило: чем больше ток, тем больше расход. Величина расхода 8-10 литров оптимальна при сварке металла толщиной 0,8мм. Поэтому, окончательно корректируете величину расхода газа исходя из конкретной задачи.
г) Последняя и важная регулировка – это регулировка сварочного тока. Но её лучше делать в непосредственно в процессе сварки.
Конечно стоит заметить, что для качественного проведения сварочных работ нужна практика, с которой в последствии придет опыт и профессионализм проведения сварочных кузовных работ.
Необходимое оборудование для обеспечения защиты жизни и здоровья при проведении сварочных работ
Если у вас есть сварочный аппарат, то обязательно должна быть и маска. Она позволит вам спокойно смотреть на ярчайшую электрическую дугу и расплавленный металл и контролировать процесс сварки, а так же защитит ваши лицо и глаза от жесткого ультрафиолета (его излучает электрическая дуга), едкого дыма и брызг расплавленного металла. Лучше всего, если это будет маска типа “Хамелеон”. Эти маски имеют защитный светофильтр электрооптического типа с управлением от фотодиодов. То есть, прозрачный в обычных условиях светофильтр в момент вспышки дуги моментально затемняется, и ваши глаза не успевают нахвататься “зайцев”. После того, как дуга погасла, светофильтр опять становится прозрачным. В процессе сварки можно менять величину затемнения светофильтра, что позволяет подбирать комфортные условия работы.
Защитная маска сварщика – простая или «Хамелеон»
Защитная одежда – специальная роба, или хотя бы краги для защиты рук от ожогов.
После проведения кузовных операций по ремонту кузова с использованием сварочного аппарата, в последующем необходима будет шпатлевка, грунтовка и покраска. Дополнительную информацию по данной теме можно найти в статье «
Кузов транспортного средства – один из главных его элементов, который несет на себе все остальные агрегаты и устройства. В связи с этим, ему необходим тщательнейший уход, а также диагностика повреждений и процедуры восстановления. Одним из действенных методов ремонт кузова автомобиля, является сварка. Данная процедура вполне может быть выполнена самостоятельно, но для этого нужно подготовить специальное оборудование.
Какой сварочный агрегат нужен для ремонтных работ по кузову машины?
Большинство владельцев транспортных средств, которые ранее никогда не занимались ремонтом кузова своего транспортного средства, могут подумать, что для подобных работ отлично подойдет стандартный сварочный аппарат, который питается от сети переменного тока. Спешим вас разочаровать, данный аппарат непригоден для кузовных работ, так как он предназначен для работ с металлом, толщина которого более шести миллиметров. Как следствие, на кузове автомобиля, после работы с такой сварочной установкой остаются не аккуратные швы, плюс к некоторым элементам кузова, подобраться электродом такого сварочного аппарата практически невозможно.

Чтобы варить металл кузова транспортного средства, толщина которого, в большинстве случаев меньше одного миллиметра, вам потребуется углекислотный сварочный автомат. Стоит отметить, что данное сварочное устройство намного проще в освоении, нежели сварочная установка переменного тока. Суть технологии сварочных работ при помощи углекислотного сварочного автомата, сводится к тому, что специальная проволока в автоматическом режиме подается в место, глее необходимо проварить металл. Отметим, что в некоторых случаях, вместо проволоки используется особый электрод из вольфрама, это связано с том, что он более долговечен, так как не плавится в условиях защитного газа.

Хотелось бы также заметить, что углекислый сварочный автомат используется не только в условиях гаража, когда ремонтные работы по кузову выполняются самостоятельно, но и в профессиональных автомобильных мастерских. Все дело в том, что более аккуратного и ровного шва на тонком автомобильном металле получить ни одним другим сварочным аппаратом не получится.
Видео. Работа сварочного аппарата
Еще, стоит отметить тот факт, что если в такой сварочной установке, произвести замену углекислого газа на аргон, то варить можно будет не только железо, но и цветные металлы, которые все чаще используются в кузовном производстве.
Напомним, что в предыдущей статье мы рассказывали своими руками. Выполнить ремонт можно в гаражных условиях, главное придерживаться наших рекомендаций.
Как подготовить металл кузова транспортного средства?
Как и любой другой процесс, связанный с кузовом транспортного средства, варка кузова требует обязательной подготовки поверхности. Для этого, вам нужно все места кузова, которые будут вариться, очистить от грязи, масел, ржавчины и любых других загрязнений, так как они могут повлиять на качество сварки.

Главным достоинством полуавтоматической сварочной технологии можно назвать подачу проволоки, которая является основным элементом процесса сварки, в автоматическом режиме. Отметим, что эта проволока является чуть не лучшим вариантом сварки тонкого листового металла, так как работа происходит на очень большой скорости, что не дает прогореть металлу насквозь. После сварки, получаемый шов имеет отличные эстетические свойства, а также высокие механические характеристики. При сварке углекислым газом, расход материалов очень низок, да и сам металл практически не деформируется.

Выполнять сварку кузова можно как прерывистым швом, так и сплошным. Выбор типа шва должен производиться на основе того, насколько доступны элементы кузова, а также какова их толщина.
Видео. Кузовной ремонт при помощи сварки
Еще, хотелось бы заметить, что подача тепла на лист металла, а также электрический ток и проволоку, нужно подавать с периодичностью, а не держать на поверхности постоянно. Выбор длины периодов, напрямую зависит от того, насколько толстый металл, а также на основе того, насколько большой зазор между элементами, которые нужно сварить между собой.
Первым делом, вы должны сверить характеристики электрической цепи в вашем гараже, а также требования к ней у углекислой сварочной установки, если все соответствует, то можете переходить к процессу сварки.
Теперь, вам необходимо завести проволоку на десять-двадцать сантиметров в подающий канал, и установить в стандартной положение прижимной ролик. В итоге, проволока должна оказаться в ложбинке, который расположен на ведущем ролике.
Затем вам необходимо поставить на место наконечник из меди и газовое сопло, после чего можно подключать углекислую сварочную установку к сети и начинать варить. Далее все зависит от вашей аккуратности.
Корпус авто является важной частью транспортного средства, как и прочие узлы или детали. Корпус находится в зоне риска, являясь буфером при соприкосновении с внешней средой — неизбежное механическое воздействие окружающих предметов, других транспортных средств и объектов при дорожно-транспортных происшествиях гарантированно приводит к поломкам и нарушению формы элементов деталей и потере внешнего привлекательного вида. Не стоит забывать и об агрессивном воздействии окружающей среды — влага, грязь и соль становятся причиной появления пятен коррозии и трещин. Во всех перечисленных случаях требуется кузовной ремонт автомобиля.
Сварка кузова авто — трудоемкий процесс, будь то дуговая, или другой . Она в любом случае требует наличия качественного сварочного аппарата для кузовных автомобильных работ и высокой квалификации сварщика — только это сочетание гарантирует удовлетворительный результат. Отсутствие должного опыта и хорошего сварочного аппарата не позволяет добиться точного и тонкого шва. Сварочные кузовные работы следует проводить в специально оборудованном помещении, где имеется точка подключения к сети с соответствующими параметрами частоты, напряжения и силы тока, источник газа и т.п. Сварка кузова автомобиля своими руками возможна только в несложных случаях и для ремонта кузова в тех местах, где эстетичность шва не так уж и важна.
Профессиональный подход к обработке кузова в оборудованном СТО позволяет получить сварочный шов с нужными критериями:
- выбирается в зависимости локализации повреждения;.
- учитывая характеристику металла выбирается тип сварки;
- метод сварочного ремонта — , лазерный -выбирается в каждом случае индивидуально.
Действительно, универсального варианта не существует, элементы автомобиля после ремонта подвергаются разному по силе воздействию, да и выполнены из разных материалов. Точечная сварка применяется в подавляющем большинстве случаев для ремонта крыльев, порогов, тогда как соединение внахлест будет оптимальным для элементов под высокой нагрузкой. Если необходимо частично заменить какую-либо деталь, то разумно применить соединение встык, к примеру, при латании дыр на днище авто.
Своевременная диагностика авто позволяет выявлять повреждения на ранней стадии, что дает возможность решить задачу без серьезных финансовых затрат.
Какой сваркой варить кузов?
Как указано выше, выбором, какая сварка и какие материалы подойдут для сварки кузова автомобиля, должны заниматься профессионалы, как и тем, какой аппарат выбрать для реализации процесса. Корпус автомобиля изготовлен из низколегированных сталей с небольшим содержанием титана или углеродистых сталей с содержанием углерода в пределах 0,08 – 0,14 %, и такая сталь толщиной в среднем порядка 0,8 мм отлично штампуется, устойчива при сильном растяжении. Что касается видов сварочного ремонта, то специалист выбирает из следующего ассортимента:
- с помощью многопостового сварочного выпрямителя типа «ВДМ 1202» или его аналога с электродами диаметром 1,6мм марки УОНИ 13/45, положение шва – нижнее;
- корпуса авто выполняется газовой горелкой с ацетилено-кислородным пламенем и присадочной проволокой диаметром 0.8 мм марки Св-08Г2С;
- сварка кузова авто также весьма востребована – она потребует баллон с углекислым газом и проволоку диаметром 0.8 мм марки Св-08Г2С. Впрочем, можно сваривать полуавтоматом и без газа, использую порошковую проволоку или проволоку с флюсом.
Можно ли варить кузов автомобиля сварочным инвертором?
Для кузовных работ с высокочастотным электротоком используется для сварки бампера, дополнительных рам, задних и передних лебедок, бычьих планок и даже противотуманных фар, если заказчику захотелось разместить их на крыше транспорта. Базовое преимущество сварки кузова автомобиля инвертором составляет высокая скорость — работы будут завершены в кратчайшие сроки. Инвертор в процессе создания сварных швов на транспортном средстве активно использовался еще с советских времен, правда, только на местах корпуса, не предъявляющих претензий к эстетичному виду. Получающиеся швы надежные и прочные, но только на металле толщиной свыше 3 мм. Для получения качественного шва инвертором важно проводить процедуру в чистом помещении — попадание влаги и пыли в корпус неизбежно скажется на качестве шва.

Сварка кузова полуавтоматом
Какой аппарат выбрать для ремонта днища? Сварочный полуавтомат для кузовных работ оптимален для выполнения заплаток на пораженных ржавчиной областях корпуса. Сварка кузова выполняется с помощью специальной проволоки и заслуженно получила звание наиболее универсального средства кузовного ремонта на сегодня. Данный способ позволяет соединять листы металла толщиной 0,8-6 мм. Что касается видов работ, выполняемых с помощью полуавтомата, важно отметить следующее:
- надежные соединения на лонжеронах;
- заплатки на месте корродирующего металла;
- восстановление сварочным аппаратом формы на месте обычных вмятин.
Помимо соединения деталей в ходе сваривания частей место контакта избавляется от кислорода, а корпус авто постепенно плавится, но поскольку сварка полуавтоматом кузова авто проходит под контролем оператора, то железо не сгорает.
Какой сварочный аппарат лучше выбрать для создания ? Конечно же, это сварочный полуавтомат. Действительно, если для сварочного процесса применять не стандартный углекислый газ, а аргон, то возможно сваривать и цветные металлы вроде алюминия и нержавейки.
Особенности сварки кузова автомобиля электродом
 позволяет сварить , но для получения аккуратного шва требуется не только сварочный аппарат для кузовных работ, но и опыт. При отсутствии опыта самостоятельно со сварочным аппаратом можно только залатать проржавевшие насквозь участки коррозии на днище — для выполнения таких операций можно брать любые материалы, главное, чтобы они удовлетворяли требованиям к толщине и надежности. Остальное стоит доверить профессионалам. Данный вариант соединения металлических деталей является самым старым и надежным и при этом наиболее универсальным. Более того, такой вариант можно использовать для любого пространственного расположения сварного шва даже в местах с ограниченным доступом. А широкий выбор выпускаемых марок электродов дает возможность сваривать самые различные стали — как углеродистые обычного качества, так и качественные стали с различным содержанием легирующих элементов. В этом случае качество шва напрямую зависит от квалификации сварщика, и в целом производительность по сравнению с другими сварочными технологиями ниже, но актуальность ручного сварочного аппарата с электродами не снижается благодаря простоте и транспортабельности такого оборудования.
позволяет сварить , но для получения аккуратного шва требуется не только сварочный аппарат для кузовных работ, но и опыт. При отсутствии опыта самостоятельно со сварочным аппаратом можно только залатать проржавевшие насквозь участки коррозии на днище — для выполнения таких операций можно брать любые материалы, главное, чтобы они удовлетворяли требованиям к толщине и надежности. Остальное стоит доверить профессионалам. Данный вариант соединения металлических деталей является самым старым и надежным и при этом наиболее универсальным. Более того, такой вариант можно использовать для любого пространственного расположения сварного шва даже в местах с ограниченным доступом. А широкий выбор выпускаемых марок электродов дает возможность сваривать самые различные стали — как углеродистые обычного качества, так и качественные стали с различным содержанием легирующих элементов. В этом случае качество шва напрямую зависит от квалификации сварщика, и в целом производительность по сравнению с другими сварочными технологиями ниже, но актуальность ручного сварочного аппарата с электродами не снижается благодаря простоте и транспортабельности такого оборудования.
По понятным причинам сварка кузова автомобиля своими руками дешевле, но не качественнее, тем более, если полуавтомат сварочный для кузовных работ оставляет желать лучшего. Решив выбрать аппарат для ремонта кузова, квалифицированный специалист учтет химсостав, толщину металла, место расположения свариваемых деталей, так что состояние порогов после сварки будет радовать автовладельца не один год. Действительно, если иметь в наличии высокопроизводительный сварочный аппарат для кузовных работ и грамотных специалистов в оборудованном помещении, то для ремонта кузова не потребуется много времени. Так что не стоит экономить на своем автомобиле и собственной безопасности — доверьте свое транспортное средство профессионалам, у которых есть все необходимое для кузовных автомобильных работ.
Когда вы покупаете автомобиль с пробегом, будьте особенно осторожны, чтобы избежать неприятностей в дальнейшем. Обратите внимание на все мелочи. Подавляющее большинство покупателей в первую очередь обращают внимание на то, как работает двигатель, коробка и другие детали, приводящие машину в движение. И очень немногие сколько-нибудь серьёзное внимание уделяют состоянию кузова авто, а ведь это тоже важно.
Бывалые автолюбители и специалисты знают, что кузов у машины, произведённой в странах СНГ, сохраняется на протяжении 10 лет. Дальше его ждут кузовной ремонт, сварка, заплатки на кузов — в общем, всё то, что поможет сберечь целостность машины. У машин, выпущенных в Европе, США или Японии, этот срок растянут до 15 лет: всё зависит от металла, из которого сделан кузов.
Когда срок в 10 или 15 лет проходит, машину нужно ремонтировать. Ремонт кузова машины — это альтернатива полной замене кузова, ведь не у всех на это есть деньги. Сварочно кузовные работы помогут вам в отсутствии денежных средств на полную замену кузова. Вы можете выполнить их в тех местах, где коррозия скорее всего портит корпус машины. Всем известно, что наибольшему риску подвержена нижняя часть автомобиля.
Несмотря на тот факт, что все хозяева ухаживают за своими машинами по-разному, коррозия появляется у всех примерно в одно и то же время. В местах, где вода задерживается дольше всего, можно заметить следы коррозии в той или иной степени. Назовём такие места:
- крылья и пороги;
- передняя часть машины;
- багажник.
Пороги и крылья наиболее подвержены воздействию окружающей среды, потому что при езде по влажной дороге именно там скапливается грязь. В передней части пол становится непрочным из-за коррозии под ногами водителя и переднего пассажира. Что касается багажника, в нём обычно коррозии подвержено место под запаской: часто после замены колеса водитель не вытирает шину, поэтому вода, попавшая в багажник, начинает медленно делать своё дело.
Итак, если ваша машина уже подверглась атаке ржавчины, вам нужно заварить части кузова автомобиля, в которых это произошло. Вы можете отдать автомобиль на станцию ТО, однако дешевле и быстрее сделать ремонт своими руками.
Как лучше производить сварку
Традиционно сварка происходит при помощи электродов. Это самый быстрый и простой способ сварки. Однако в случае ремонта кузова автомобиля его нежелательно применять. Это обусловлено тем, что при электродной сварке получается очень грубый шов, который делает внешний вид автомобиля совершенно неэстетичным.

Кроме того, устройства, необходимые для сварки электродами, занимают довольно много места. Это затруднит сварку в малодоступных местах. Важно помнить и о том, что сварка должна отвечать нормам безопасности. Поэтому электродная сварка применяется редко, например, в случаях, когда надо сварить раму кузова, лопнувшую от нагрузки.
Таким образом, современные сварщики используют чаще инвертор или полуавтомат для кузовных работ.
И тот, и другой способ сварки имеет свои плюсы и минусы. Если вы хотите провести сварку самостоятельно, у вас должны быть специальные навыки работы, обязательно также соблюдать технику безопасности. Задумайтесь о том, насколько хорошо оснащено ваше рабочее место.
Наверняка вы будете работать в своём гараже, поэтому правильно организуйте пространство, купите все нужные инструменты, чтобы не отвлекаться во время работы. Немаловажно и то, насколько качественно освещено помещение. Для этой работы вам лучше привлечь помощника, потому что варить кузов в одиночку довольно непросто.
Плюсы сварки углекислотным полуавтоматом
Если окинуть взором отечественный автопром, можно отметить ужасное качество корпуса автомобилей ВАЗ 2101, 2106, 2107, 2108 и 2109. В группу наибольшего риска попадают машины, выпущенные перед 1994 годом. Дело в том, что до этого года грунт в принципе не наносили, а просто красили металл.
Сейчас это кажется дикостью, но тогда, наверное, был дефицит грунта. Теперь, конечно, все такие модели уже перекрашены и загрунтованы. Если вам попался такой кузов, то используйте углекислотный полуавтомат, чтобы произвести ремонт кузова автомобиля.

Сварочные работы в таком случае производят с помощью проволоки. Это доступная и довольно универсальная сварка. Если толщина металла колеблется в промежутке от 6 до 0,8 мм, аппарат с ним справится. С помощью полуавтомата обычно производят такие работы:
- Сварка порогов и лонжеронов;
- Укрепление заплат;
- Выправление вмятин.
Аппарат работает по принципу подачи под давлением двуокиси углерода. При этом воздух выбивается из зоны сварки, и металл не окисляется. Это позволяет металлу не сгореть от температуры, а расплавиться, таким образом крепко схватывая детали.
Агрегат универсален, его можно использовать с разными сплавами металлов. Если вы поменяете двуокись углерода на аргон, то сможете производить сварочные работы и с цветными металлами, например, с алюминием или с нержавейкой.
Мастера сварки советуют работать так: наносите небольшие стежки — до 2 сантиметров через каждые 5 сантиметров шва. После этого сварочные швы нужно обработать грунтовкой. Не пожалейте грунтовки в области поддона, в задней части автомобиля и в местах прикрепления стоек.
Сварка инвертором
Вот уже несколько десятилетий у граждан бывшего Советского Союза большой популярностью пользуется модель автомобиля УАЗ 469. Он отлично подходит для бездорожья и экстремальных условий эксплуатации.
В отличие от многих советских автомобилей, 469-й отличается весьма крепким кузовом. Однако и такой мастодонт со временем подвергается воздействию коррозии. В мастерских часто можно увидеть уазики, у которых меняют кузовную часть или усиливают её рамами.
Самостоятельный кузовной ремонт такого автомобиля можно произвести при помощи инвертора. Суть функционирования этого агрегата в том, что он использует ток повышенной частоты.
Основные его достоинства — это небольшие размеры и очень быстрая сварка. У инвертора, кроме того, есть множество режимов работы. Несмотря на это, освоить работу с ним может даже новичок. Тем не менее, не обошлось и без недостатков:
- большая цена;
- отсутствие возможности сварки металла толще 3 мм;
- часто выходит из строя из-за пыли.
Важно не поскупиться и купить не самый дешевый прибор. Недорогой инвертор быстрее выйдет из строя.
Сварочные работы по кузову своими руками
Самостоятельно проводить сварку кузова нелегко для новичков, к тому же требуется мастерски обращаться с аппаратами для сварки, нужно умело локализовать проблемные места, которые требуется скорректировать в ходе сварки. При этом ремонт корпуса можно условно поделить на локальный и капитальный ремонт.
Полный характеризуется заменой значительной части корпуса автомобиля, а локальный, в свою очередь, обходится лишь обработкой очагов ржавчины на кузове. Если человек несколько раз занимался локальным ремонтом, со временем провести капиталку для него не составит проблемы.
В случае, если процесс коррозии корпуса происходит в месте, незаметным для беглого обзора, например, на кузове, то можно в качестве заплаты ставить любой металл, лишь бы он соответствовал по миллиметражу и качеству. Ну а если коррозия расположилась снаружи, то обязательно используйте тот вид металла, из которого изготовлена кузовная часть.
Старайтесь при этом делать как можно менее заметный шов. Отрихтуйте его при необходимости.
Если вы заметили, что коррозия затронула небольшой участок, есть возможность обойтись и без сварки корпуса. Вам понадобятся, тем не менее, особенные смеси на основе эпоксидки и стеклоткани. Их накладывают на место повреждения, предварительно зачищенное, и корпус снова выглядит как новый, не потеряв в прочности. Чтобы повысить надёжность такой заплаты, укрепите края изнутри трещины.
Поэтому чтобы защитить кузов от коррозии, наблюдайте за его состоянием очень пристально. Каждый раз после мытья машины начисто и насухо вытирайте её сухой тканью. Обязательно удаляйте с порогов и днища грязь, особенно это важно весной и осенью, когда холодно. Чем лучше вы заботитесь о состоянии кузова, тем дольше вам автомобиль прослужит.
Этапы сварки
Последнее, что мы рассмотрим — это сами этапы сварки с полуавтоматом:
- Зарядите устройство проволокой;
- Настройте необходимую полярность тока. Если у вас проволока с флюсом, поставьте минус на горелке, а плюс — на зажиме. Если это обычная проволока, то порядок обратный;
- Подключите шланг подачи углекислорода, соединив баллон с инвертором посредством редуктора;
- Подключите полуавтомат к питанию и зажмите рычаг на горелке. Проследите, как пойдёт газ, далее включится подача электричества и проволоки;
- Проденьте проволоку через медный наконечник и установите газовую дюзу;
- Начинайте сварку, как мы рекомендовали выше.
Правила кузовного ремонта для сварки аргоновой дугой аналогичны, отличие только в сжигаемом газе.
Если вам необходимо произвести сварку на днище авто, знайте, что кроме необходимости обеспечить ровные сварные швы вы должны также обеспечить нужный режим температуры. Заплатка на днище обычно должна быть не толще двух миллиметров.
Расположите металл на отверстии равномерно. Для точности расположения воспользуйтесь помощью. Когда вы заварите заплату, обточите её края и нанесите грунт. В случае, если днище при этом изогнулось, обработайте его киянкой. Помните, что у отечественных машин днище -самое слабое место, и его состояние нужно постоянно проверять в яме.
Прочитав эту статью, вы узнали кое-что о сварке. Воспользуйтесь нашими советами, и вы хорошо заварите корпус своего авто. Не забывайте, что вы должны пользоваться защитными средствами, если не хотите, чтобы сварка закончилась плохо.
Механические повреждения кузовных элементов автомобиля часто приводят к появлению трещин и разрывов. При игнорировании этого дефекта проблема будет усугубляться – повысится уровень шума и вероятность окончательного выхода из строя компонента. Для восстановления целостности необходимо правильно выбрать, какой сваркой лучше всего варить кузов автомобиля.
Особенности сварки кузовных элементов
Большинство навесных защитных элементов машины имеют относительно небольшую толщину – 0,8-1 мм. Исключение составляют силовые части, пороги, лонжероны, поперечная балка – до 2 мм. Эта разница объясняет трудность применения одного и того же типа сварки для восстановления целостности кузова авто. Поэтому нужно сделать анализ повреждений и определить оптимальные характеристики будущего шва.
Также нужно учитывать следующие моменты:
- Характер повреждения – точечное, в виде трещины или разрыва. Определит размеры сварного шва.
- Местоположение дефекта. Влияет на удобство проведения работ и соответственно – выбор метода сварки.
- Необходимость использовать «заплатку». Актуально при глобальном повреждении кузова.
Определив степень повреждения, учитывая вышеописанные факторы, можно приступать к выбору сварочного аппарата. Если доступная модель не удовлетворяет минимальным технологическим требованиям к проведению работ – рекомендуется обратиться в профессиональный автосервис.
Углекислотный полуавтомат
Оптимальный вариант для восстановления целостности кузова. Принцип работы углекислотного полуавтомата – формирование шва происходит с помощью специальной проволоки, разогретой газовым соплом. Подача присадки — в полуавтоматическом или автоматическом режиме. Наличие газа в области обработки исключает негативное влияние воздушной среды.

Для выполнения работы нужно соблюдать такие рекомендации:
- Предварительная настойка полуавтомата. Режим зависит от толщины металла, его вида (сплава), марки проволоки, ширины и глубины шва.
- Если опыт сварки небольшой – нужно сделать несколько пробных швов на листах с характеристиками аналогичными кузовным компонентам.
- Соблюдение скорости движения. Раскаленная проволока должна наполнить шов равномерно.
- После проведения работ удаляем окалину и проверяем целостность конструкции.
Подобная методика актуальна для формирования герметичных швов. С помощью углекислотного полуавтомата можно сделать как точечное, так и шовное соединение. При смене газовой смеси на аргон, и применяя другой тип проволоки, появляется возможность сваривать цветные металлы.
Как сварить кузов с помощью инвертора
Использование инверторного сварочного аппарата для восстановления целостности кузовных элементов не рекомендуется. Но в некоторых случаях это единственный способ ремонта. Недостаток этого метода – высокая вероятность сквозного прожигания металла, разбрызгивание присадки, что может привести к повреждению лакокрасочного слоя.

Особенности сварки кузова инвертором:
- Работа на минимальных значениях сварочного тока. Ошибка – появление сквозных отверстий в металле.
- Для уменьшения нагрева стального листа рекомендуется поменять полярность. К металлу подключается клемма с отрицательным зарядом, к электроду – положительная.
- Использование струбцины, если на кузов устанавливаются «заплатки». Она обеспечит плотный прижим.
- Выбор направления сварки – расплавленный металл должен равномерно заполнять шов, что затруднительно при вертикальном или потолочном положении.
Для работы необходимо обеспечить стабильное напряжение в сети. Это делается с помощью специальных устройств. Альтернатива – эта функция есть в инверторе. О .

Аппарат для точечной сварки
Если герметичность шва не является главной задачей – можно использовать аппараты для точечной сварки. Но из-за специфики применения они не сильно распространены, как вышеописанные модели. Электроды располагаются по обе стороны листа, после подачи тока происходит расплавление материала и сварка.

- невозможно проводить работы в труднодоступных местах;
- не целесообразно приобретать точечный сварочный аппарат для домашнего использования;
- требуется ток большой силы.
Это вариант актуален, если повреждения кузова находятся с краю и в наличии есть сварочный аппарат.
Независимо от выбранного метода устранения дефекта необходимо обеспечить безопасность проведения работ. Обязательно используется маска сварщица, перчатки.
Источник http://avto-love.ru/avtomobil/mozhno-li-varit-kuzov-avtomobilya-svarochnym-invertorom.html
Источник http://globusks.ru/than-to-cook-a-thin-metal-of-the-car-how-to-make-car-body-inverter-detailed-instructions/