Содержание
Для чего нужны паяльные пасты и какими они бывают?

Спаивание больших и маленьких деталей с поверхностью рабочей печатной платы преимущественно выполняется посредством паяльной лампы и специальной пасты, при этом состав последней может сильно варьироваться. Она представляет собой сметанообразную вязкую смесь определенных химических веществ, обеспечивающих высокое качество пайки. В нашем обзоре пойдет речь о таких паяльных пастах.
Что это такое и для чего нужны?
Паста для пайки — это вязкая структура, которая имеет в своём составе припой, флюс, различные летучие растворители, а также специальные клейкие компоненты. В зависимости от химического состава флюса и припоя могут варьироваться температура плавления, техника работы, а также варианты отмывки печатной платы.
Известно, что пайка для соединения элементов допускается при использовании любых материалов, температура плавления которых на несколько уровней ниже, чем температура плавления этих самых деталей. Именно поэтому для простейших бытовых схем в домашних условиях чаще всего в ход идет припой вместе с флюсом либо кислотой. Паяльные пасты в своем составе содержат сразу 2 компонента, а также их всевозможные примеси, благодаря чему ход пайки многократно ускоряется. Помимо того, такие пасты нашли самое широкое применение при изготовлении электроприборов.


В качестве базовых материалов в качестве припоя подбирают сплавы со свинцом, а также оловом либо серебром, однако максимальное хождение получила бессвинцовая паяльная паста.
Флюс в структуре выполняет функции обезжиривателя. Помимо этого, для успешного выполнения работы потребуется клейкий связующий компонент – он существенно облегчает фиксацию SMD-элементов на рабочие платы. При этом чем больше габариты платы, тем более насыщенной будет элементарная плотность, и тем актуальнее применение пасты для выполнения пайки.

Пасты нашли повсеместное применение и в производстве. Они применяются для лужения кузова автомобиля, проведения поверхностного монтажа, ремонта проводов и пайки светодиодов.

Можно сказать, что паяльная паста стала выгодным и эффективным заменителем традиционных припоев, конечно, в том случае, если её марка и флюс, входящий в ее основу, были подобраны правильно.
К основным преимуществам материала относят удобство нанесения, а также чистоту печатной платы, которая достигается благодаря точно дозированному нанесению состава. Единственный минус таких паст — это недолгий срок годности, в среднем он не превышает полугода. После этого консистенция пасты начинает разделяется на фазы, и средство становится непригодным для эксплуатации.
Характеристики и требования
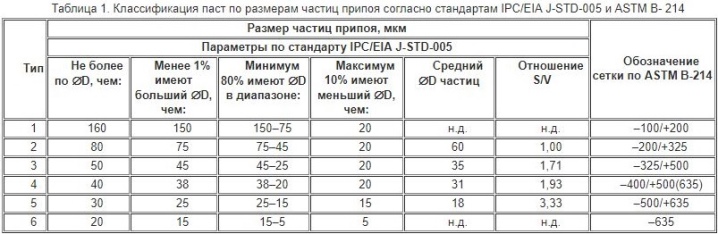
Качество любой пасты для пайки в первую очередь определяется данными контроля в соответствии с утвержденным международным стандартом J-STD-005. В его перечень входят следующие типы проверок:
- концентрация металла по доле;
- вязкость структуры, определяемая по способу Brookfield;
- тестирование на параметры растекания припоя;
- тестирование на формирование шариков припоя;
- тестирование на смачивание спаиваемых друг к другу деталей.
Обращаем внимание на то, что при изготовлении электронных и светодиодных изделий пасты лучше применять при помощи дозаторов либо трафаретов — их можно равномерно распределить по поверхности с определенной точностью. Благодаря этому достигается существенная экономия паяльных материалов.
Обзор видов
Паяльные пасты можно классифицировать по ряду признаков.
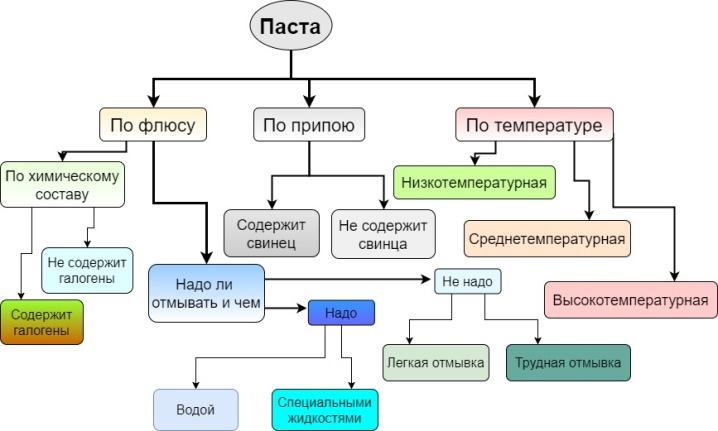
По флюсу
Существуют три основные разновидности флюсов в составе паст для выполнения пайки:
- водосмываемые;
- канифольные;
- безотмывочные.

Канифольная подгруппа флюсов традиционно представлена неактивированными, а также умеренно активированными и активированными композициями. Наименьшую активность проявляют те флюсы, которые не подвергались процедуре активации.

Наиболее востребованы флюсы со средним уровнем активности — они быстро и качественно очищают обрабатываемую поверхность, ровным слоем растекаются по ней и при этом смачивают соединяемые друг с другом детали. Однако такие составы нередко вызывают появление ржавчины. Поэтому после выполнения пайки всю рабочую зону необходимо мыть горячей водой или специализированными растворителями.


Флюсы, подвергающиеся основательному активированию, обычно используются для фиксации сильно окисленных элементов — в этом случае спирт нужно разбавить органическими растворами и отмыть этой смесью рабочую зону после пайки.
Водосмываемые флюсы обычно производят на базе органических кислот. Их отличает максимальная активность, они способствуют формированию качественного шва, но при этом требуют максимально тщательного отмывания — сделать это можно обычной горячей водой.

При выполнении работы с флюсами из натуральных и полимерных смол отмывания не требуется даже в том случае, если после выполнения пайки на поверхности деталей можно заметить остатки — это никак не повредит изделию, остаток не будет проводить ток, он отличается стойкостью к окислительным процессам. А если вы все же хотите его отмыть, для этого стоит воспользоваться растворителем.


По припою
Припойные компоненты для пайки обычно представлены эвтектическими сплавами из свинца и олова, удельный вес которого составляет порядка 62-63%, они могут выполняться с примесью серебра либо вовсе без него. В редких случаях припой представлен полностью бессвинцовыми сплавами из олова, удельный вес которого 95-96%. Как правило, в него добавляют серебро, которое, в свою очередь, может иметь добавки меди либо не иметь их.


По температуре
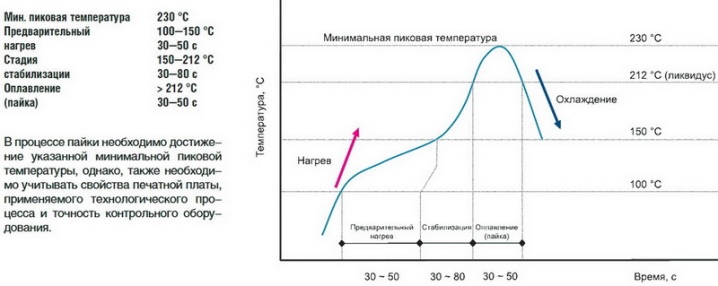
Технико-эксплуатационные параметры паяльной пасты основываются на её химическом составе, она и определяет такие базовые параметры, как пластичность, прочность, температура плавления и другие. Одним из оснований классификации паст считается уровень нагрева, при котором начинается плавление.
Плавка большей части паст, предназначенных для пайки плат и разъемов, идет при нагреве от 180 до 300 градусов — это низкотемпературная пайка. Кроме того, в промышленности выпускаются пасты, предназначенные для проведения высокотемпературной пайки — в этом случае уровень нагрева превышает порог 550-600 градусов и может достигать даже 1000-1100 градусов. В качестве базы такой пасты берут серебро, в неё может входить фосфор, а также германий, кремний или цинк.
Низкотемпературная паста обычно выполняется из свинца либо олова, дополнительно в неё вводят небольшое количество сурьмы, которая позволяет снизить температуру плавки до 90 градусов.
Как выбрать?
Паяльные пасты выпускаются в самом разном составе — это обуславливает различия в сфере использования таких составов и диктует определенные требования при выборе того или иного вещества. В основе выбора лежит тот металл, для спайки которого требуется паста.
Если вы планируете работать с никелем, то для подобных сплавов предпочтение лучше отдавать составам с содержанием хрома или никеля, легированных бериллием, кремнием или бором — такие сплавы относятся к категории твердых. Максимального эффекта можно достичь при пайке в условиях вакуума или в атмосфере аргона.


Медь — здесь актуальны медно-серебряные сплавы, которые для снижения температуры плавления могут дополнительно легироваться свинцом либо оловом.
При сплавлении алюминиевых компонентов необходимы припои на основе цинка и олова.
Золото и серебро, а также многие прочие сплавы, покрытые ими – здесь следует взять универсальную пасту из серебра с примесями цинка и меди.


Как пользоваться?
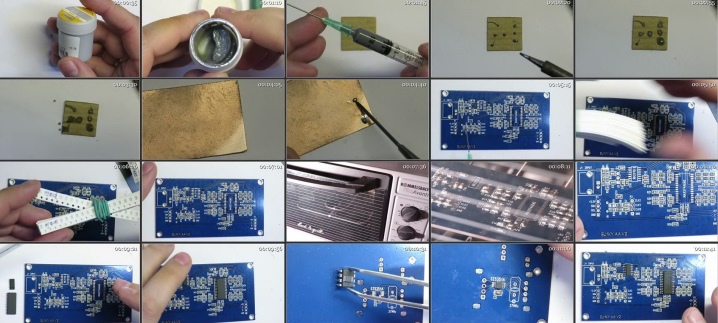
Для того чтобы добиться максимально надежного и долговечного соединения элементов на печатной плате, нужно выполнить некоторые действия. Они включают несколько основных этапов.
- Для начала нужно произвести очистку и полное обезжиривание платы с дальнейшим обязательным просушиванием.
- Затем плату фиксируют на горизонтальной поверхности и равномерно, строго дозировано наносят пасту в участке соединения.
- Далее нужно осторожно разместить небольшие и SMD-детали на поверхности платы. Чтобы пайка была максимально надежной — на ножки микросхем дополнительно наносят ещё одну порцию припоя.
- При выполнении нижнего подогрева печатной платы включают фен с горячим воздухом. Направляя его поток, прогревают всю верхнюю часть с закрепленными на ней деталями.
- Когда флюс полностью испарится, температуру фена надо увеличить до температуры плавления припоя.
- По окончании работы следует дождаться остывания, затем тщательно промыть печатную плату.
Обращаем особое внимание на то, что весь процесс пайки должен обязательно контролироваться визуально.
Чтобы закрепление элементов посредством паяльной пасты оказалось наиболее качественным и долговечным, крайне важно позаботиться о ряде факторов.
В первую очередь нужно подготовить саму плату, особенно в том случае, если она продолжительное время стояла без использования, или на ней заметны окислы.

Консистенция паяльной пасты должна быть эргономичной, то есть не густой, но и не жидкой. Оптимальный вариант — это сметанная структура, что будет равномерно смачивать поверхность. Имейте в виду, что способность к смачиванию играет ведущую роль в качестве и крепости паяного соединения элементов.
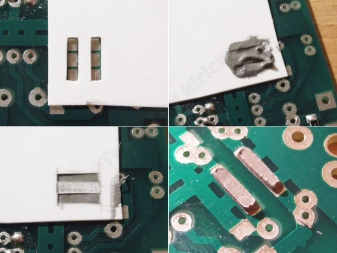
При пайке деталей микросхем электронную пасту нужно наносить тонким слоем. В случае если она будет нанесена более толстым слоем, места выводов микросхем могут замкнуться. При выпаивании простейших элементов такая тонкая работа не требуется.

Если габариты печатной платы будут большие, то лучше создать нижний подогрев при помощи утюга либо спецсредства, так чтобы их температура составляла 100-50 градусов и выше. Если этого не сделать заблаговременно, то не исключено коробление платы.
Все лишние остатки припоя с легкостью снимаются с поверхности самым простым паяльником при помощи насадок. К примеру, для того чтобы удалить остатки используемых при пайке компонентов между ножек микросхем, следует воспользоваться жалом «волна».


Хранение
Как показывает практика, подавляющее большинство изъянов, связанных с применением пасты для пайки, объясняется нарушением правил транспортировки, хранения и подготовки рабочего состава.
Всякая паяльная паста включает 2 основных ингредиента — металл и флюс, которые имеют различную плотность. Именно поэтому в отдельных составах незначительный объем флюса начинает выделяться и приподнимается над поверхностью самой пасты. В условиях чрезмерного нагрева выделение флюса многократно усиливается, и это резко ухудшает реологические характеристики состава – в результате паста растекается не так, как нужно. Это означает, что паяльную пасту следует защищать от повышенных температур и принудительно нагревать перед использованием.
Резко ухудшает качество любой пасты влага. Дело в том, что состав пасты для пайки отличается гигроскопичностью, то есть имеет свойство впитывать воду, даже из окружающей среды. При этом влага приводит к окислению шариков припоя ещё до оплавления либо же значительно повышает скорость его окисления в процессе оплавления. В условиях повышенной влажности флюс не до конца очищает спаиваемые поверхности и не обеспечивает необходимого уровня смачиваемости.
Кроме того, повышенная влажность и действие воды могут стать причиной таких дефектов пайки, как формирование перемычек, закипание флюса либо снижение времени клейкости пасты.

Не стоит замораживать состав, поскольку включенные во флюс активаторы начинают отделяться, и это самым негативным образом сказывается на технико-эксплуатационных параметрах изделия.
Пасту после длительного хранения нужно корректно подготовить к работе. Наносить её в холодном виде не рекомендуется — если открыть состав в тот момент, когда его температура будет ниже, чем температура конденсации того помещения, в котором проводятся работы, то на поверхности состава сразу же образуется конденсат. Он вызывает закипание и сильное разбрызгивание флюса, смещение деталей и многие технологические дефекты. Чтобы избежать этих неприятных проблем, пасту перед нанесением нужно нагреть. Однако делать это нужно естественным путем без использования нагревательного прибора — обычно на это уходит 4-6 часов. До тех пор, пока паста в полном объеме не прогреется до уровня комнатной температуры, не стоит снимать герметичную крышку, открывать и перемешивать состав. Если вы сделаете это, то паста будет однородной и в принципе пригодной к применению.


Но это вовсе не будет означать, что пасту не надо нагревать, поэтому такой способ нельзя отнести к корректному методу подготовки состава к употреблению.
После того как паста прогреется до оптимального уровня температуры, следует быстро и очень осторожно перемешать её лопаткой. Делать это нужно строго в одном направлении на протяжении пары-тройки минут, таким образом можно добиться равномерного перемешивания всех составных компонентов. Не стоит мешать её чересчур интенсивно или делать это дольше указанного времени — в противном случае такие действия повлекут понижение вязкости состава для пайки и, как следствие, к ее сползанию.


О том, как правильно паять паяльной пастой, смотрите в следующем видео.
Зачем нужна паяльная паста?

В качестве альтернативы припоя используется паяльная паста. Как совершенно другая структура, она имеет ряд преимуществ и недостатков, которые ограничивают ее применение или же делают его единственно возможным. В состав паяльной пасты входят несколько компонентов:
- флюсовая основа;
- припой, т. е. металлическая фракция;
- связующие вещества — основа, определяющая консистенцию;
- для неактивных флюсов (несмываемых) — активаторы.
Поскольку подобная продукция выпускается различным составом и, соответственно, назначением, нужно знать, как выбрать паяльную пасту. Действие заключается в подборе основных веществ припоя и особенностей использования флюса. Фактура материала и его консистенция имеют несколько преимуществ:
- точечное нанесение, возможность работы с очень мелкими элементами;
- использование паяльного фена средней мощности;
- применение в случаях, где нет технической возможности задействовать обычные припои.
Многие пасты выпускаются для промышленного производства, поскольку их консистенция позволяет легко дозировать материал. Применение этого вещества характеризуется простым нанесением, легким дозированием, а также быстрой скоростью проведения работ. Для домашнего использования этот вид также считается наиболее аккуратным, не оставляет лишней массы припоя, упрощает обучение новичкам.
Особенности состава и преимущества
Важно! При выборе склоняйтесь к покупке фирменных сертифицированных товаров, таких как паяльная паста R562 Kester. Производитель обеспечивает стабильную работу продукции, высокие технологические характеристики, надежное смачивание контактов, постоянство состава партий, соответствие заявленным параметрам, в том числе объема и веса.
Выбор паяльной пасты основан на ее химическом составе, определяющем основные технические характеристики шва (пластичность, прочность, t и т. д.). По системе классификации одним из условий разделения пасты является температурный режим, при котором «работает» смесь.
Марки для пайки печатных плат, разъемов работают в диапазоне 180-300 °С, в то время как паста для высокотемпературной пайки превышает порог 450-500 °С и может достигает 1100 °С. В качестве основы ее состава может быть взято серебро, медь.
Сюда же могут выборочно входить:
- медь;
- цинк;
- серебро;
- фосфор;
- германий;
- кремний.
Паста паяльная низкотемпературная изготавливается на основе олова, свинца, с дополнительным использованием сурьмы, которая снижает температуру плавления до 90 °С. Основные марки имеют состав: Sn63Pb37, Sn60Pb40, Sn62Pb36Ag2. В бессвинцовые продукты входит в качестве основного компонента медь, добавочного — серебро. Также составляющими пасты определяются следующие критерии:
- Необходимость смывки остаточного флюса. Применяемые вещества могут быть 3 степеней активности. Использование малоактивных флюсов (с содержанием галогенов до 5%) позволяет не применять смывку после окончания пайки при работе изделия в нормальных условиях.
- Растворимость. Пасты, имеющие в своей основе воду, могут разбавляется до различной консистенции, в зависимости от формы конструкции и желаемых результатов.
- галогенов. Диапазон их содержания варьируется в пределах 0-7%. Это активные элементы, которые при сложных условиях эксплуатации (а при высоком содержании — даже при нормальных) вызывают окисление поверхности, разрушая соединительный слой. Но благодаря своей неполной электронной формуле, они активны при взаимодействии с другими элементами.
Паяльная паста с оловом имеет самое большое количество модификаций как по химическим элементам, так и по используемым флюсам. Последние без применения галогенов или с их низким содержанием, а также при эксплуатации приборов в нормальных условиях могут использоваться как безотмывочная паяльная паста.
Классификация паяльной пасты
Низкокислотная паяльная паста тоже является эффективной. Отличается высокой адгезией припоя к металлу и хорошо смывается после пайки.
В качестве варианта можно найти продукцию, в состав которой не входит припой. Это паста паяльная ППВ 111. Применяется она для обработки поверхности и имеет 3 степень активности (высокую).
Отлично работает с оловянно-свинцовыми и бессвинцовым припоями, смывается водой (t до 80 °С). Используется паяльная паста для поверхностного монтажа микросхем типа BGA, PGA, PLCC, QFP, CSP.
Плавление происходит при t 40-45 °С, полная активность — при 120-300 °С. Также проводится лужение паяльной пастой, после чего нужна смывка.
Разновидности
Основой выбора являются свойства металла, для которого она используется.
- Хром-никель. Для таких сплавов подходят пасты, имеющие в составе: никель, хром и легирование бором, бериллием и кремнием. Относятся они к твердым сплавам и наилучшим образом сплавляются в защитной атмосфере (вакуум, аргон).
- Медь. Используются сплавы медно-серебряные, для снижения t плавления могут легироваться оловом и/или свинцом.
- Алюминий. Применимы припои олово-цинк.
- Серебро, золото (к ним относятся любые другие сплавы, покрытые этими элементами). Универсальная паста на основе серебра с добавлением меди и цинка.
Выбор материала зависит от соединяемого металла, например, паяльная паста для авто может использоваться 2 типов:
- для жестяного кузова применяется олово-свинец или же сплав олова и одного из металлов: меди, индия, серебра;
- для алюминиевого кузова — олово-цинк.
Применение паяльной пасты при пайке электронных плат
Рекомендации по применению
Важно! При покрытии пастой платы большой поверхности используется паяльный фен, который способствует равномерному нагреву, исключая коробление детали. При локальном соединении — паяльник
Чтобы выполнять качественную пайку пастами, нужно знать их принцип работы.
В их состав, помимо основных металлов, входят: мелкодисперсный флюс, связывающая органика и при необходимости активаторы (как правило, в марках на водной основе и без использования галогенов). При нагревании связывающее вещество сгорает и испаряется.
На поверхности остается действующий состав, и при дальнейшем нагреве происходит оплавление паяльной пасты и соединение поверхностей. В некоторых марках эти этапы совпадают и происходят одновременно:
- Для ускорения процесса просушки можно использовать нижний подогрев. Также спокойным потоком теплого воздуха обеспечивается растекание флюса. Процесс плавления происходит при температуре 40-45 °С, активация — 180-300 °С.
- После испарения флюса увеличивается температура подогрева фена. Тепловая обработка должна соответствовать заявленной в паспортных данных. Недогрев снижает прочностные свойства, перегрев может разрушить старую пайку на соединенных ранее деталях.
- Все особенности режима определяются визуально, для чего может понадобиться провести несколько пробных операций.
- По окончании проводится очистка (если таковая предусматривается технологией).
Заключение
Паста является эффективным заменителем обычных припоев при правильном подборе марки и флюса, входящего в ее основу. Наиболее применяемые — паста для пайки оловом с добавлением свинца или же бессвинцовая с добавлением серебра, меди, висмута или индия.
Удобное нанесение, чистота платы, благодаря точечному нанесению, дозирование в точных количествах — все это позволяет экономно и рационально использовать этот материал.
Единственный недостаток, которым обладают некоторые марки, — это небольшой срок годности — 3-6 месяцев, после чего консистенция может разделиться по фазам.
Зачем нужна паяльная паста

Любой вид электронной техники – это совокупность печатных плат и схем, без которых функционирование электроники невозможно. Прочность и надежность паяльных соединений на этих поверхностях зависят не только от профессионализма работника, исправности станка, но и от используемого вещества для пайки, соблюдения правил его эксплуатации и условий хранения.
Общие сведения
Паяльная паста представляет собой пастообразную массу, которая состоит из множества маленьких частиц припоя сферической формы, флюса и разных добавок. Зачем она нужна и что с ней делать?
Пасты паяльные используются для поверхностного монтажа электронных компонентов методом пайки на печатных платах, гибридных интегральных схемах, подложках из керамики. После нанесения на поверхность состав сохраняет активность в течение нескольких часов. Сфера применения – промышленность.
Какой должна быть
Паяльная паста должна соответствовать определенным требованиям:
- не окисляться;
- быстро не распадаться на слои;
- сохранять свойства вязкости и клейкости;
- оставлять исключительно удаляемые отходы после пайки;
- не разбрызгиваться при воздействии источника нагрева с высокой концентрацией;
- не оказывать отрицательное влияние на плату с технической точки зрения;
- поддаваться воздействию традиционных растворителей.
Характеристики
Форма и габариты частиц припоя
От характеристик частиц припоя зависит то, каким образом будет осуществляться нанесение паяльной пасты на поверхность. Составы с маленькими частицами к окислению склонны значительно меньше. К тому же, если вещество для пайки имеет крупные частицы нерегулярной формы, это грозит закупоркой трафарета, следовательно, процедура нанесения потерпит крах.
Удельный вес метала в составе
Этот показатель определяет толщину оплавленного припоя, от него зависит степень осадки и растекания вещества для пайки.
Толщина соединения после оплавления находится в прямой зависимости от удельного веса металла в составе пасты: чем его процентное содержание выше, тем больше толщина соединения после того, как осуществлено оплавление паяльной пасты.
От концентрации металла также зависит и выбор способа нанесения. Так, если паяльная паста содержит его в объеме 80%, наносить ее следует трафаретным способом, если 90% — дозированием.
Тип флюса в составе пасты
Влияет на уровень активности вещества, наличие необходимости отмывки. В зависимости от метода удаления флюсовых остатков различают три группы флюсов:
- Канифольные. Основным составным элементом является очищенная натуральная смола, которая добыта из древесины сосны. Канифольные флюсы делятся на неактивированные, среднеактивированные и активированные слабокоррозионные. Для первых свойственны минимальные показатели активности, вторые достаточно легко поддаются очистке, обеспечивают хорошее смачивание и растекаемость припоя, третьи характеризуются наибольшими показателями активности и низким уровнем спроса.
- Водосмываемые. Содержат органические кислоты. Применение водосмываемого активного флюса является гарантом получения хорошего результата пайки, при этом существует необходимость отмывки деионизированной водой, имеющей температуру 55-65 градусов.
- Безотмывные. Не нуждаются в отмывке. Произведены на основе смол натурального и синтетического типа. Удельный вес смолы в составе таких флюсов составляет 35-45%. Проявляют среднюю активность, их остатки после пайки не являются коррозионными и проводящими, а концентрация твердых осадков может достичь максимум 2%.
Свойства
Это не что иное, как густота паяльного пастообразного вещества. Паста наделена способностью изменения степени своей вязкости при воздействии нагрузки механического типа. Определить ее можно с помощью специальных приборов: вискозиметров Брукфилда и Малкома. Как правило, этот показатель указывается методом маркировки.
Паяльные пасты обладают способностью увеличиваться в размерах после, того как отпечаток нанесен на поверхность. Рассматриваемый показатель должен находиться на низком уровне, поскольку значительное увеличение размеров отпечатка паяльной пасты является причиной образования перемычек.
Время сохранения свойств
Находит свое отражение в таких показателях, как наибольшее время пребывания вещества на трафаретке до нанесения или после нанесения, которое не влечет за собой деградацию свойств.
В большинстве случаев значение первого параметра находится в пределах 8-48 часов, второго — 72 часа. Фиксируются эти показатели производителем на упаковке.
Причем может быть указан как один параметр (любой из двух), так и оба.
Идентифицирует возможность паяльной пасты удерживать SMD-компоненты на своих местах после инсталляции их на поверхность и до паяльной процедуры. Степень клейкости свидетельствует о «жизнеспособности» пасты и определяет ее срок годности.
Вычисляется посредством реализации специального теста, при котором используется традиционный тестер, способный измерять силу, необходимую для передвижения элемента определенных весовых параметров с площади пастообразного вещества тех или иных размеров.
Наличие клеистой способности и ее уровень зависят от типа паяльной пасты. В среднем же время удержания находится в диапазоне 4-8 часов, в то время как максимальный показатель, который характерен для ряда паст, может достигать 24 часов и более.
Паяльная паста: как пользоваться
Правила эксплуатации условно можно разделить на три блока:
1. Общие условия использования:
- помещение, где производятся паяльные работы, должно быть чистым, не являться источником или местом сосредоточения пыли или каких-либо иных загрязнений;
- в целях индивидуальной защиты использовать защитные очки для глаз и перчатки для рук;
- для отмывки уже нанесенной пасты с поверхности платы применять изопропиловый спирт или другие вещества-растворители.
2. До вскрытия упаковочной тары:
- поместить пасту в помещение, в котором температурный режим находится в пределах 22-28 градусов, а влажность – 30-60%;
- перед тем как открыть упаковку, выдержать пасту при комнатной температуре как минимум пару часов, при этом прибегать к применению искусственных способов разогрева вещества категорически запрещено;
- в процессе работы паяльное вещество следует регулярно перемешивать.
3. После вскрытия упаковочной тары:
- нанести на трафаретное полотно приблизительно 2/3 от всего количества паяльного вещества;
Способы нанесения
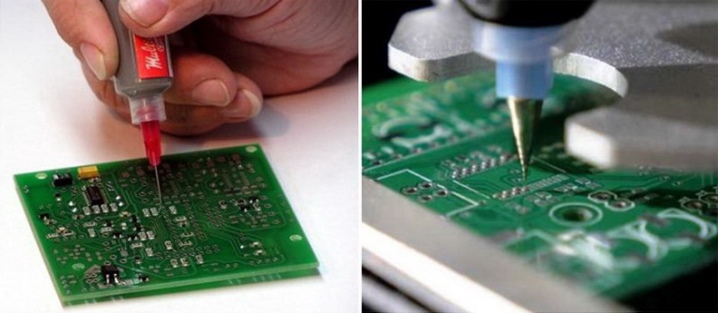
Паяльные пасты могут быть нанесены двумя способами: каплеструйным и трафаретным. Первый основан на использовании диспенсеров, а второй – на применении трафаретных принтеров.
Каплеструйный метод
Диспенсерная печать – способ нанесения паяльного вещества посредством его «выстреливания» при практически комнатных температурных показателях (около 30 градусов) из картриджа через эжектор на печатную плату именно в то место, в которое следует нанести пасту, исходя из схемы платы.
Картридж находится в постоянном движении, следуя по ординате и абсциссе над поверхностью печатной платы. От него зависит правильность нанесения паяльного слоя. Картридж останавливается именно там, где нужно, и точно в то время, когда нужно, благодаря исправно функционирующей приводной системе.
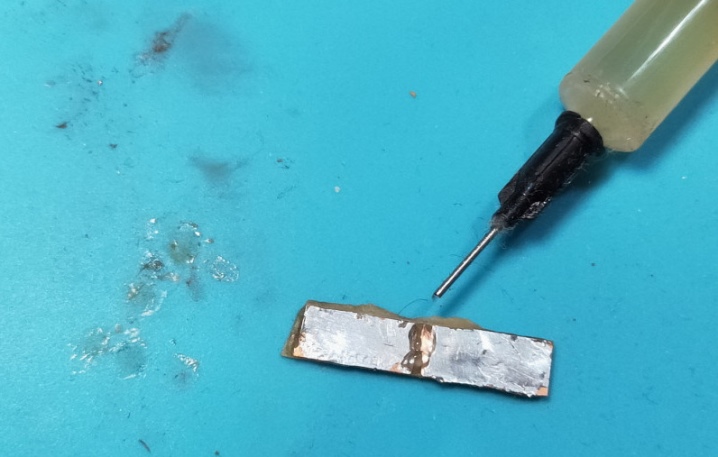
В домашних условиях могут использоваться не эжектор и картридж, а другой дозатор паяльной пасты – шприц.
Зачем нужна паяльная паста? – Металлы, оборудование, инструкции

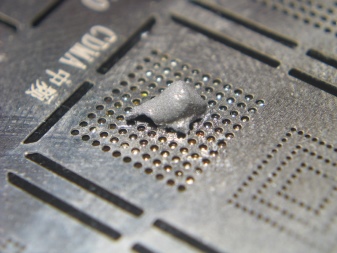
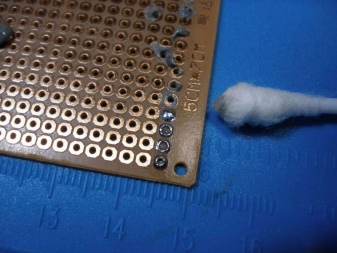
SMD-компоненты представляют собой миниатюрные электронные детали, устанавливаемые на платы.
При этом пайка выполняется не по привычной технологии, когда выводы деталей крепятся на отверстия платы и припаиваются с обратной стороны.
Монтаж элементов SMD выполняется непосредственно на лицевой стороне поверхности, на которой расположены токопроводящие дорожки. Для этого применяется специальный флюс (паста).
Паяльная паста и ее свойства
Первоначально подобные составы применялись только в SMT-технологиях. Сейчас их область использования увеличивалась. В состав паяльной пасты для SMD входят следующие ингредиенты:
- Порошкообразный припой. Чаще всего подбираются сплавы на основе серебра, свинца или олова. Наибольшее распространение имеют пасты бессвинцового типа.
- Обезжиривающий припой.
- Связующие элементы. Они облегчают фиксацию элементов на поверхности плат. Чем больше размеры платы, тем более вязкой консистенцией должна обладать паста для пайки.
- Вспомогательные ингредиенты и активаторы.
Добиться качественной пайки можно только в той ситуации, если были соблюдены все условия и срок хранения паяльной массы. У большей части ингредиентов подобных составов срок годности не более полугода. Хранить их нужно при температуре +2…+10°C.
В помещении не должно быть слишком холодно или жарко. Уровень влажности воздуха при этом не должен превышать 80%. Перед применением состава его нужно разогреть до комнатной температуры и лишь после этого открывать банку или извлекать субстанцию из шприца.
В некоторых случаях на прогрев уходит около 5-6 часов.
Также необходимо учитывать, что со временем паяльная смесь утрачивает свои свойства. Подбирать материалы для пайки оловом или иными материалами нужно с учетом следующих требований:
- недопущение формирования шариков и разбрызгивания;
- высокая клеящая способность;
- стойкость к растеканию при первичном нагреве;
- отсутствие остаточного флюса;
- максимальный срок хранения.
Кроме того, материалы для паяльной пасты должны легко дозироваться и подходить для трафаретной печати.
Важные технические характеристики
Выбирать паяльную массу нужно с учетом ее физико-химических свойств. Эти характеристики находятся в прямой зависимости от ингредиентов состава. Такими свойствами являются:
- наличие/отсутствие свинца и легирующих наполнителей;
- форма и структура частичек;
- величина частичек по IliS;
- вязкость;
- степень паяемости, которая определяется загрязненностью и окисленностью частичек припоя.
Кроме того, пасты безотмывочного типа не провоцируют образование коррозии, а водосмывные — могут приводить к таким проблемам на участке пайки, так как в их составе присутствует ряд органических веществ.
Разновидности
Современный рынок предлагает продукцию от брендов ALPHA, HERAEUS, Felder и т.д. Все пасты для паяльных работ классифицируются по следующим признакам:
- по составу припоя — без галогена или галогенсодержащие;
- по необходимости в дополнительном отмывании;
- по типу припоя — без свинца или свинцовые;
- по температурным показателям — высоко-, средне-, низкотемпературные.
Если состав не смывается, в нем содержится канифоль. В такой ситуации для промывки элементов необходимо воспользоваться специальными растворителями.
Технология использования пасты
Перед тем как припаять SMD-элементы с применением паяльной пасты, необходимо изучить технологию работы с этим составом. Пользоваться им нужно следующим образом:
- для начала необходимо очистить, обезжирить и просушить плату;
- после этого плату необходимо надежно зафиксировать в горизонтальном положении;
- в отмеченных точках соединения равномерно наносится паста;
- мелкие детали устанавливаются на поверхность платы;
- иногда требуется дополнительная обработка составом ножек токопроводящих микросхем;
- прогревать установленные SMD-компоненты можно феном;
- когда припой полностью испарится, температуру плавки можно увеличить;
- паять необходимо осторожно, соблюдая все необходимые требования безопасности;
- после работы плату нужно остудить и промыть.
SMD-компоненты также можно припаять по следующей схеме:
- детали устанавливаются на площадку;
- паяльная паста наносится на ножки;
- под воздействием паяльника пастообразная субстанция равномерно растекается по зоне контакта;
- элементы остывают и очищаются.
Изготовление в домашних условиях
Иногда готовой паяльной массы не оказывается в наличии, поэтому полезно узнать о способах ее изготовления. Для этой цели необходимо подготовить паяльный жир и прутик припоя из свинца и олова. При отсутствии первого материала его можно заменить вазелином ЛТИ-120.
Припой необходимо размельчить с помощью надфиля или специальной насадкой для дрели. Готовая крошка должна состоять из мелких частичек. Она убирается в емкость, в которую добавляется вазелин в соотношении 1:1 и небольшое количество флюса.
Все компоненты самодельной пасты тщательно перемешиваются и разогреваются на водяной бане. Готовый состав можно хранить в крупном шприце. С помощью него пастообразная субстанция и будет наноситься на платы.
Преимущества применения
Паяльные пасты используются не только в быту, но и в промышленности. Такое обширное распространение этого материала объясняется следующими его преимуществами:
- возможность применения в производстве плат, на которых находятся мельчайшие элементы;
- пользоваться паяльной пастой можно даже без паяльника, но в таком случае потребуется специальная станция или фен для нагрева изделия и равномерного распределения ингредиентов по поверхности платы;
- пользоваться пастой для пайки можно в таких ситуациях, когда отсутствует возможность воспользоваться классическими инструментами.
Если нет возможности или желания самостоятельно изготавливать смесь, можно приобрести готовый вариант. Но нужно запомнить, что качественная паяльная паста стоит около 10 американских долларов за 50 г.
Более дешевые варианты обладают низким качеством и могут не только не обеспечить достаточной надежности фиксации, но и привести к дополнительным проблемам при последующем использовании электронного изделия.
Чтобы избежать проблем, покупать такие материалы лучше в сертифицированных магазинах или непосредственно у производителей.
Сергей Одинцов
Виды и способы нанесения паяльных паст
Качество работы электронной техники в большой мере зависит от прочности соединения компонентов схем c печатными платами. Хорошее спаивание обеспечивает паяльная паста. Эта смесь выполняет несколько функций.
Флюс, как составляющая припоя
Классификации подлежат также флюсовые компоненты. Существует 3 вида флюсов в составе паяльных паст:
- канифольные;
- водосмываемые;
- безотмывные.
Канифольная группа флюсов представлена активированными, умерено активированными и совсем неактивированными композициями. Паяльные флюсы, не подвергавшиеся активации, проявляют самую маленькую активность.
Наибольшее распространение получили флюсы со средней активностью. Они хорошо очищают поверхность, растекаются по ней, смачивают соединяемые детали. Однако они могут вызывать коррозию. Поэтому после пайки рабочую зону нужно отмывать специальными растворителями или горячими водными растворами.
Паяльные флюсы, подвергавшиеся значительному активированию, применяют для сильно окисленных деталей. После пайки рабочее место отмывают органическими смесями со спиртом.
Водосмываемые флюсовые композиции изготовлены на основе органических кислот. Они обладают большой активностью, способствуют образованию хорошего шва, но требуют обязательного отмывания очищенной горячей водой.
Не нужно отмывание при работе с флюсами, сделанными из синтетических или натуральных смол. Даже если после пайки на поверхности будут присутствовать остатки, это не навредит изделию.
Остаток не проводит ток, устойчив к окислению. Его можно не отмывать. При желании промывание можно сделать специальными растворителями или горячими водными растворами.
Реологические особенности
Важными характеристиками паяльных паст для поверхностного монтажа являются вязкость, клейкость, длительность периода сохранения свойств, способность создавать объемное соединение на плате.
Знание количественных показателей реологических свойств позволяет правильно выбрать принтер для нанесения паяльной пасты, который сможет рационально дозировать порции.
Виды и способы нанесения паяльных паст

Качество работы электронной техники в большой мере зависит от прочности соединения компонентов схем c печатными платами. Хорошее спаивание обеспечивает паяльная паста. Эта смесь выполняет несколько функций.
Условия хранения
На многокомпонентные паяльные смеси влияют внешние факторы. Условия, выполнение которых требуется для правильного хранения, указывают на упаковке. С ними следует ознакомиться и неукоснительно соблюдать.
Обязательно указывают не только температуру, пригодную для хранения, но и диапазон ее возможных отклонений.
Обычно, при температуре хранения, превышающей 30 ℃, смесь необратимо ухудшается. Очень холодное окружение может ухудшить выполнение функций активаторами, содержащимися в припое или термопасте.
Большое значение имеет время, через которое паста приобретает комнатную температуру. Важно знать:
- как долго ее нужно перемешивать;
- какая температура и влажность воздуха должны выдерживаться при использовании пасты;
- сколько ее можно хранить при указанных условиях.
При влажном воздухе в паяльной массе из-за впитывания воды могут появляться шарики припоя. Срок, условия хранения паяльных паст отличаются, зависят от состава. Ели выполнять указания производителей, то качество пайки будет соответствовать ожиданиям.
Для водопроводных систем
Совершенно отдельную группу составляют пастообразные композиции, предназначенные для монтажа паяльником фитингов из меди и ее сплавов в системах водоснабжения. К этим составам предъявляются особые требования, которые строго регламентирует ГОСТ.
Ни один из компонентов пасты не может быть токсичным. Флюс должен полностью исключить окисление шва, попадание продуктов коррозии в воду.
Пасты для водоснабжения абсолютно не подходят для работы с электронными схемами по многим причинам, в частности потому, что к ним, для увеличения прочности соединения, часто добавляют медь или серебро. В электронике такие композиции не находят применения.
Паяльная паста: изготовление в домашних условиях. Виды состава и правила использования

Чтобы осуществить крепление элементов методом пайки, необходимо использовать специальные материалы, которые обладают более низкой температурой начала плавления. Многие радиолюбители используют старый подход – припой. Вместе с ним необходимо применять флюс или кислоту.
Ускорить процесс пайки помогают современные составы – пасты. Они изначально включают в себя все нужные компоненты и не требуют каких либо добавок.
Каковы особенности этого материала и как правильно наносить паяльную пасту, мы попробуем разобраться.
Фото паяльной пасты
Также рекомендуем просмотреть: Помогите проекту, поделитесь в соцсетях
Паяльная паста для SMD

SMD-компоненты представляют собой миниатюрные электронные детали, устанавливаемые на платы.
При этом пайка выполняется не по привычной технологии, когда выводы деталей крепятся на отверстия платы и припаиваются с обратной стороны.
Монтаж элементов SMD выполняется непосредственно на лицевой стороне поверхности, на которой расположены токопроводящие дорожки. Для этого применяется специальный флюс (паста).
Источник http://stroy-podskazka.ru/payalnik/pasty-kakimi-byvayut/
Источник http://metallob.ru/zachem-nuzhna-payalnaya-pasta.html