Содержание
Как заделать трещину в блоке двигателя?
Ремонт трещин блока цилиндров двигателя
Возникшие трещины на стенках блока цилиндров двигателя, как правило, ремонтируются способом заделки эпоксидкой или завариваются. Заварка трещин производится двумя способами с подогревом и без подогрева. Перед ремонтом трещин блока цилиндров двигателя засверливаются специальным сверлом концы трещин, для того чтобы трещины не начали увеличиваться во время работы. Сверло выбирают размером 5 мм. После засверливания концов трещины необходимо разделать трещину по всей длине, такие работы проводят с помощью шлифовальной машинки.
Последовательность выполнения ремонта трещин блока цилиндров двигателя:

ремонта головки блока цилиндров.
Как ремонтировать головку блока

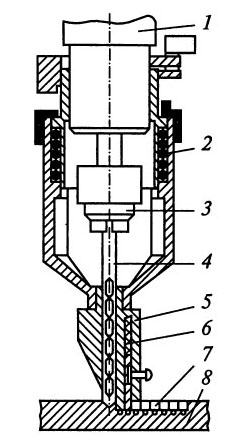
а) сверление концов трещины, б) зачистка вокруг трещины, заделывание и обезжиривание, в) заполнение эпоксидкой, г) укрепление эпоксидки, д) наложение верхнего слоя эпоксидки, L – длина трещины, 1) деталь, 2) трещина в блоке, 3, 5) засверливание концов трещины, 4) зачистка, 6) слой эпоксидки, 7) заготовка, 8) укрепление эпоксидки, 9 – верхний слой эпоксидки.
Ремонт трещин чугунного блока цилиндров двигателя
в блоке цилиндров,
головке блока являются
показателем к замене детали,
но существует способ ремонта
трещин блока цилиндров двигателя
Заварка трещин чугунного блока двигателя имеет свои нюансы. Если ремонт трещин чугунного блока цилиндров двигателя производится с подогревом, то такие работы выполняются при температуре 600-640 градусов Цельсия с использованием горелки с ацетиленокислородным пламенем. Присадочным материалом выступают прутки с диаметром 5 мм. Шов предохраняют от окисления с помощью буры. Нельзя проводить заварку чугунного блока цилиндров при температуре, которая меньше 600 градусов Цельсия.
Если ремонт трещин чугунного блока цилиндров двигателя производят без подогрева, то в таком случае обычно применяется электродуговая сварка, а в качестве присадочного материала выступает электродная проволока диаметром 1,2 мм. Сварка производится в среде аргона. Во время сварки блока электродуговой сваркой не допускается перегрев больше чем 60 градусов Цельсия.
Во время заварки трещин блока цилиндров необходимо придерживаться режимов работы:
Сила тока 130-150 А, напряжение 25-30 В, давление аргона 0,3-0,5 Мпа.
Электроды, которые применяются при сварке чугунного блока: ПАНЧ11, МНЧ1, ОЗЧ1, АНЧ1, ЦЧ3, ЦЧ4.
Во время сварки: сила тока 130 А, напряжение 36 В, твердость НВ 170.
Ремонт трещин блока цилиндров двигателя эпоксидкой
Ремонт трещин блока цилиндров с помощью эпоксидки производится в следующей последовательности:
1) Трещина разделывается шлифовальной машинкой на ¾ части толщины стенки
2) Засверливаются концы трещин диаметров сверла 5 мм
3) Отверстия забивают медными заглушками
4) Вокруг трещин искусственно создаем шероховатость насейчкой
5) Проводим очистку и обезжиривание поверхности (ацетон)
6) В несколько слоев покрываем эпоксидкой трещину, первый слой 1 мм, второй слой 2 мм, в конце концов все слои должны быть в пределах 3-4 мм
7) Отверждаем нанесенный слой эпоксидки с помощью сушильной камеры при температуре 90 градусов Цельсия.
mishana1979 › Blog › ДИМЕТ ремонт трещин блока двигателя ремонт гбц


друзья нашел такую вещь в нете. Холодное газодинамическое напыление Алюминий, медь, цинк, никель, олово
Ремонт ГБЦ (устранение дефектов, промоин, прогаров, заполнение межклапанной трещины, трещины привалочной плоскости и пр.)
Ремонт выработки в блоке цилиндров мотоцикла (ремонт поршней силовых цилиндров, выравнивание формы поверхности поршня)
Ремонт корпуса раздаточной коробки
Ремонт посадочных мест подшипников
Ремонт постелей распредвала (повреждение поверхности крышек и постелей в головке блока)
Ремонт ротора генератора (выполнение напыления медных токосъемных контактов)
Ремонт чугунного блока цилиндров (приваривание и герметизация в случае поломки)
Ремонт трещины в чугунном блоке цилиндров (герметизация медным порошком)
Ремонт трещины в алюминиевом поддоне
Цинкование крыла автомобиля (устранение различных дефектных зон — ямочек, каверн, выравнивание поверхности, кроме того, в случае возникновения коррозии крыла – приваривание)
Применение ДИМЕТ
В настоящее время оборудование ДИМЕТ применяется во время выполнения таких работ:
Реставрация дефектных металлических деталей
Герметизация элементов течи жидкостей и газов
Нанесение электропроводящего материала на изделия
Нанесение подслоев на различные основы для пайки
Нанесение антикоррозионного покрытия
Ремонт автомобилей
Специальные применения
Реставрация дефектных металлических деталей
Технология ДИМЕТ направлено на эффективное восстановление дефектных участков металлических изделий. Это возможно благодаря низкому тепловложению, поскольку поверхность напыления не нагревается. В таких условиях устранения дефекта не вызывает деформации детали и любых структурных превращений металла. Оборудование действует на обрабатываемую деталь локализовано, не затрагивая бездефектные участки. Единственное, необходимо учитывать, что такая технология может использоваться только, если отсутствуют высокие требования к твердости и износостойкости покрытия.
С помощью ДИМЕТ сегодня устраняют такие дефекты и повреждения:
Дефекты силуминового, чугунного и стального производственного литья.
Повреждения автомобильных запчастей.
Повреждения деталей, узлов, агрегатов машин и механизмов (восстановление механических поврежденных силуминовых деталей, посадочных мест подшипников, корпусов насосов и др.)
Дефекты литьевых форм для литья, пресс-форм для изготовления пластиковой упаковки, пресс-форм для производства резинотехнических изделий.
Герметизация элементов течи жидкостей и газов
Иногда применение герметизирующих компаундов ограничивается техническими характеристиками емкостей (высокое давление, высокие или низкие рабочие температуры). Минимальная рабочая температура компаундов составляет -30 ºС, а максимальная (для высокотемпературных герметиков) +275 ºС. Тогда эффективно использовать оборудование ДИМЕТ. Имея низкую пористость и газопроницаемость, наносимые покрытия могут применяться для герметизации элементов криогенных систем, систем охлаждения, трубопроводов, теплообменников, различных емкостей и других конструкций. С помощью покрытия, состоящего из меди, цинка и корунда, можно ремонтировать детали, используемые при температуре до 800 ºС. С помощью покрытия, состоящего из алюминия и корунда, можно ремонтировать изделия, рабочая температура которых 500-600 ºС. Это же покрытие используется для нанесения диффузного защитного слоя на детали, рабочая температура которых 800-1200 ºС.
Нанесение электропроводящего материала на изделия
Высокая электропроводность и адгезия алюминиевых и медных покрытий делает их применение эффективным и целесообразным. Покрытие наносят на такие детали:
алюминиевые и стальные детали и изделия (омеднения шин, покрытие поверхностей заземления);
керамические изделия (монтажные платы, фарфоровые изоляторы).
Нанесение подслоев на различные основы для пайки
Покрытия легко наносятся на чугун, алюминий и другие металлы, керамику, стекло, ситаллы. Эти подложки обеспечивают высокую адгезию к основе, поэтому дальше на нее можно наносить слой меди, залуживать его любимы припоями и создавать паяные соединения необходимого назначения.
Нанесение антикоррозионного покрытия
В качестве защиты от низкотемпературной коррозии применяются покрытия на основе алюминия и цинка. С помощью оборудования ДИМЕТ® создаются покрытия, которые полностью отвечают требованиям стандартов ГОСТ 28302-89, ГОСТ 9.304-87 и требованиям других нормативных документов. По стойкости к коррозии данные материалы превосходят лакокрасочные и многие металлические покрытия.
Покрытия применяются для обработки сварных швов, небольших деталей и локальных зон, пораженных коррозией.
В авторемонте оборудование ДИМЕТ пользуется наибольшим спросом, в частности, для ремонта двигателей, кузова и различных запчастей автомобиля.
Восстановление поверхности кузова (на стыках, при наличии дефектов, вмятин).
Антикоррозионная обработка сварных швов, локальных зон кузова (цинкование) и сварных швов, локальных участков выхлопного тракта (алюминирование).
Устранение дефектов в блоке цилиндров (БЦ), устранение дефектов в головке блока цилиндров (ГБЦ) (прогары, коррозионные промоины), реставрация свечной резьбы в ГБЦ.
Устранение дефектов в алюминиевых, чугунных, стальных деталях двигателя, их герметизация (микротечи, небольшие трещины и прочие дефекты в ГБЦ, БЦ, крышках, кожухах, коробке переключения передач и др).
Устранение дефектов в элементах системы автокондиционирования (утечка фреона).
Реставрация посадочных мест подшипников.
Напыление логотипов, номеров, контрольных меток, медных контактных площадок электрооборудования, напыление на чугунных моделях, в литейном производстве и пр.
Устранение промоин на бронзовых поршнях.
Специальные применения
Имея ряд эффективных технологических свойств, метод нанесения покрытий может применяться в специальных условиях:
Заделываем трещины в головке и блоке двигателя своими силами
С течением времени многие агрегаты автомобиля изнашиваются, выходят из строя или, что еще хуже, ломаются. Сегодня мы вам поведаем, как самостоятельно устранить образовавшиеся в головке и блоке двигателя трещины.
Заделываем трещины в головке и блоке двигателя электросваркой
Реанимации подвергаются все трещины, за исключением тех, которые проходят сквозь клапанные гнезда, зеркала цилиндров, а также плоскости прилегания блока и головки. В последнем случае изделие бракуют, в остальных стараются их реабилитировать, этим-то мы сейчас с вами, уважаемые читатели, и займемся.

В самом начале стоит сообщить о том, что существует несколько способов устранения дефектов. Коротко обо всех.
К первому способу можно отнести заделывание трещин с помощью обычной дрели или электросварки.
В случае если блок чугунный, то концы трещины можно засверлить сверлом и зашлифовать их под углом 90 по всей длине кругом, зубилом или каким-нибудь другим приспособлением.
Если вы выбрали ликвидацию трещин с помощью электросварки, то перед началом работы блок необходимо разогреть до 600-650С. Затем с помощью чугунно – медного присадочного прутка диаметром 5 мм и флюса, нужно нанести сплошной ровный слой, который не должен торчать над поверхностью металла более чем на пару миллиметров. После того, как трещина была заварена, блок следует медленно охладить в термошкафу.

Выше предложенный метод является не единственным, вы можете заварить трещину и без подогрева блока, но для этого вам понадобится электросварка.

Можно использовать более доступный способ, если нет под рукой магнитов. Поверхность, где имеется подозрение на трещины, тщательно промывается керосином или любым растворителем для краски. После этого на поверхность наносится жидкая краска и оставляется на 10-15 минут, далее поверхность протирается ветошью и все дефекты становятся заметны невооружённым глазом.
Также нередко используется способ с применением жидкости. Перед тем как залить в канал воду герметично закрываются все отверстия. В канал после воды под давлением закачивается воздух, можно использовать обычный автомобильный компрессор, после чего канал закрывается и блок оставляется на несколько часов. Места, в которых будет проступать вода, и укажут на наличие трещин. Можно и не ждать несколько часов, для этого блок погружается в воду, и пузырьки воздуха укажут на местоположение дефекта. При устранении трещин следует учитывать, что браться за заделку дефектов на гнездах клапанов, на зеркалах цилиндров и не месте соприкосновения блока и ГБЦ самостоятельно не рекомендуется.
Привариваем заплатку на трещину в головке двигателя
Вы можете также приварить заплатку, для этого вам понадобятся медные электроды, обернутые жестью. В завершение швы необходимо покрыть эпоксидной пастой.
Эпоксидную пасту, о которой мы уже упомянули, можно использовать для устранения трещин в головке и блоке двигателя еще и другим способом. Для этого необходимо зачистить их поверхность, просверлить на концах трещины небольшие отверстия, после в них следует нарезать резьбу и ввернуть заподлицо заглушки из меди или алюминия. Затем необходимо обезжирить поверхность (для этого подойдет ацетон или бензин). После с помощью шпателя нужно наносить слой за слоем, в результате у вас должен получиться слой толщиной 3-4 миллиметра. После этого в течение суток эпоксид должен застыть, а если создать стоградусную жару, то он затвердеет за пару часов. В завершение следует отшлифовать поверхность и готово!

Для третьего способа ликвидации трещин нам вновь потребуется эпоксидная паста и стеклоткань, которую будем использовать в качестве заплатки. Подготовительный этап к работе аналогичен выше представленному, только каждый слой пасты нужно чередовать со стеклотканью. Не пожалейте, делайте заплатку с запасом в несколько миллиметров, иначе результат будет неудовлетворительным. Последний слой должен быть эпоксидным.

И завершающий на сегодня, но не последний в общем списке, вариант реанимирования трещин блока и головки двигателя – с помощью штифтов. Для этого в самом начале по всей трещине просверливаем отверстия на расстоянии 7-8 мм друг от друга. Нарезаем резьбу и ввертываем прутки из меди на глубину соответствующую толщине стенки. Затем обрезаем их ножовкой, оставляя выступающие над поверхностью детали на несколько миллиметров концы. После несильными ударами расчеканиваем концы штифтов, которые и образуют сплошной шов. Для закрепления результата в завершение можно покрыть это все эпоксидкой.

Мы описали наиболее подходящие для самостоятельного устранения трещин в головке и блоке двигателя варианты, однако на этом неприятности с авто, к сожалению, не заканчиваются, проблемы могут еще возникнуть при износе распредвала, а также при отработке амортизаторов. В любом случае, не отчаивайтесь, все это легко устранить своими руками, лишь следуя нашим нехитрым рекомендациям.
Треснул блок двигателя: что делать?

Среди поломок ДВС стоит отдельно отметить появление трещин блока цилиндров и головки блока цилиндров. Такие трещины в корпусе двигателя и других составных элементах достаточно распространены. В процессе эксплуатации многие узлы в конструкции ДВС подвергаются серьезным механическим и температурным нагрузкам, которые создают естественный износ силового агрегата. Блок также трескается в результате аварий, стенки блока цилиндров или головки блока цилиндров могут пробиваться деталями двигателя (шатун и т.д.) в результате заклинивания силовой установки.
Удаление трещин в блоке цилиндров и ГБЦ
Блоки и гловки блоков двигателя состоят из различных металлических сплавов. Существующие сегодня технологии зачастую позволяют восстановить поврежденные элементы. Далее мы рассмотрим способы устранения поломки и ответим на вопрос, как убрать трещины блока цилиндров и отремонтировать трещины ГБЦ. В ряде случаев ремонт трещин можно выполнить своими руками.
Одним из наиболее широко применяемых способов устранения трещин блока цилиндров и ГБЦ является заделывание дефектов силуминовых и чугунных блоков при помощи сварки.
Как найти трещину
Для выявления трещин применяют следующие способы:
- метод ультразвукового обнаружения;
- использование магниточувствительного оборудования;
- метод пневматической опрессовки;
- поиск трещин посредством гидроконтроля;
На практике обнаружение трещин во многих автосервисах производится посредством закачки в неисправный элемент двигателя воздуха или воды. В случае с воздухом деталь дополнительно погружают в ванну и находят дефекты по пузырькам. Если в элемент закачивается вода, тогда необходимость погружения исключается, так как трещины диагностируют по просачиванию жидкости.
Для определения точных границ трещины с обеих сторон от раскола крепятся пару магнитов, пространство между магнитами засыпается специальными проводящими опилками. Наличие трещины приведет к тому, что линии магнитного поля разорвутся, опилки будут частично группироваться на поверхности раскола. Данный способ позволяет четко выявить трещину блока цилиндров или ГБЦ.
Ремонт трещин при помощи сварки
Необходимо отметить, что устранять расколы нужно в строгом соответствии со всеми рекомендациями. Механические напряжения остаточного типа в зоне шва могут привести к нарушениям его целостности и необходимости повторного ремонта.
Блок из чугуна восстанавливают при помощи засверливания концов трещины и последующей шлифовки всей длины раскола под углом 90 градусов. Засверливать необходимо для того, чтобы предотвратить дальнейшее распространение. Что касается сварки, на начальном этапе блок цилиндров разогревается до 650 градусов по Цельсию. После этого наносится сплошной шов при помощи присадочного чугунно – медного прута и флюса. Завершающим этапом становится постепенное охлаждение детали, для чего требуется специальный термошкаф.
Для того чтобы не прогревать блок, можно воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончании поверхность полученного шва обезжиривается при помощи ацетона и дополнительно наносится слой эпоксидной пасты специальным шпателем. Эпоксид застывает в течение 24 часов при комнатной температуре и около 2 часов при нагреве до 100 градусов по Цельсию. Завершающим этапом станет шлифовка обработанного шва.
Альтернативные способы
Начнем с того, что незначительные трещины можно также заделать путем использования эпоксидной пасты и стеклоткани. Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Среди наиболее востребованных сегодня технологий стоит также отметить решение под названием SEAL-LOCK. К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
В основе способа лежит заполнение трещины специальной прослойкой из мягкого металла, который в результате надежно скрепляется с поверхностью восстанавливаемой детали.
- Трещину локализуют, после чего происходит засверливание краев раскола. Далее поперек трещины насверливают отверстия с установленным технологией шагом. В эти отверстия вставляются стяжки-скобы, которые связывают оба края трещины. Скобы подбираются в соответствии с видом раскола, так как могут иметь различную длину и отличаться по своей форме.
- Далее в пространстве между установленных скоб высверливается отверстие, после чего происходит нарезка конусной резьбы при помощи специального метчика. После этого необходимо произвести обработку полученного отверстия составом для устранения окисной пленки. Затем в обработанное резьбовое отверстие с небольшим усилием вкручивается заглушка-конус, материал которой активно контактирует с металлом ремонтируемой детали.
- Далее часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, после чего вкручивание осуществляется с большим усилием, которое создается специальным инструментом. Под таким усилием мягкая заглушка сломается в том месте, где ранее был сделан подпил. Выступающие остатки дополнительно шлифуют.
- Следующим шагом становится сверление следующего отверстия. Это отверстие сверлят так, чтобы добиться частичного перекрытия предыдущего резьбового отверстия с установленной заглушкой. Процедура ремонта предполагает заполнение заглушками всей трещины.
Расклепывание шва позволяет устранить возможные пустоты, а также ускоряет диффузию материалов заклепок и детали. Результатом станет появление пластичного шва, который имеет прочную связь с поверхностью. Такой шов имеет ряд преимуществ сравнительно со сварным швом:
- не страдает от температурных перепадов;
- способен сохранять целостность в условиях работы при высоких температурах;
- не получает значительного напряжения;
Что касается установки больших латок, которыми можно буквально «заклеить» треснувший блок цилиндров двигателя или головку блока, тогда способ решения по схеме реализации напоминает описанный выше.
Потребуется вырезать и подогнать латку из металла, после чего производится ее установка путем заполнения всего периметра стяжками и конусными заглушками. Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.
Чем заделать трещину в блоке двигателя ?
Подскажите чем заделать трещину в блоке д-240. Трещина идет по нижнему канту блока (там где поддон пристает). Взял ГАЗ 53 с этим мотором, а недоглядел блин. Может кто какую химию пробовал ? Трещину кто-то пробовал варить чугунными электродами – насрать насрали а проблему не решили.
А ее сваркой и не решить. В принципе так и делают “насирают” снаружи полуавтоматом,а с нутри заделывают спец.герметиком.
Вариться. и еще как вариться электродами обычными! Тоже была проблема заварили и все ок! Это особенность может д240 даже в инструкции этот процесс описан..
.https://fermer.ru/forum/rtm-remontno-traktornaya-masterskaya/109616?page=5
пост 460
чугун на д-240 хреноватый. в плане сварки.к совету данному RULJA можно добавить рекомендацию рассверлить край трещины–и тем самым предотвратить ее дальнейший рост.если водяная рубашка цела,лучше вообще не варить–достаточно ПРАВИЛЬНО применить качественную холодную сварку.Если на водяной рубашке только трещина,то к вышепреведенному я применил бы(и с успехом применял) КЕРАМИЧЕСКИЙ ГЕРМЕТИК СИСТЕМЫ ОХЛ.фирмы HI-GEAR–на год МАЗу с антифризом! хватает.
если уж о клеях и герметиках то я за поксипол.
Не знаю кто как, а мы чугуняку передвижкой с обычными электродами варили. Все гут было:-)
На Никольском мотороремонтном заводе видал, что трещины в блоках заделывали установкой заплатки из металла. Трещину разделывали, засверливали, изготавливали заплатку из стального листа примерно 2мм толщиной, в блоке сверлили и нарезали отверстия под болты М6 и прикручивали заплатку на трещину через картонную прокладку на какой-то красный герметик.
как можно понять определение “обычный электрод”?
как можно понять определение “обычный электрод”?
ну наверно те которые в магазинах продаются..)))
А “необычных” в магазине нету? Возможно “необычными” чугун будет лучше варится,как думаете?
ну это же искать надо)))) так то мой блок варили спец электродами. по чугуну.
наверно. у сварного были.
Электроды для сварки чугуна,а равно и обычные(мр,уони,ано),обмотанные медной мочалкой, не предотвращают отбела околошовных зон. поэтому успешная сварка чугуна(кроме ковких) без последующей непростой термообработки-скорее исключение.Выход применение приведенных выше рекомендаций–хоть это и кустарщина
нет,все эти сварки это от лукавого. Лично я бы не рискнул варить себе блок. Если бы на что и пошел бы,то это газопламенная пайка латунью. И даже с ней не все так гладко,а сварка так подавно. Сварка чугуна имеет место на маленьких не ответственных,мало-нагруженых деталях. И то назвать это сваркой язык не подымается.
нет,все эти сварки это от лукавого. Лично я бы не рискнул варить себе блок. Если бы на что и пошел бы,то это газопламенная пайка латунью. И даже с ней не все так гладко,а сварка так подавно. Сварка чугуна имеет место на маленьких не ответственных,мало-нагруженых деталях. И то назвать это сваркой язык не подымается.
Ну дык новый блок это конечно хорошо НО, не каждый может себе это позволить. Что от лукавого тоже согласен.
блок конечно вещь не из дешевых,а плюс ко всему и головная боль с регистрацией. Так что проводить ремонт более экономние,но варить то что априори не варится в полном смысле этого слова,будет не разумно. Сейчас в продаже уйма всяких полимеров которыми можно быстро и дешево заделать трещину,предварительно убрав концентраты напряжения,дабы прекратить прогрессию самой трещины. Впринципе способов много ликвидации данной проблемы в том числе и нанесение сварного шва,но риск при этом,наделать “делов”,очень велик и не нужно забывать что блок это ответственная деталь с определенными нагрузками и заданной геометрией,малейшее нарушение которой приведет к нарушению работы других деталей и в целом двигателя.
Источник http://avtoservis-rus.ru/remont-avto-svoimi-rukami/kak-zadelat-treshhinu-v-bloke-dvigatelya.html
Источник